基板実装・電気機械器具組立の安曇川電子工業|滋賀
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

担当者から御社に最適なご提案をさせていただきます。
目次

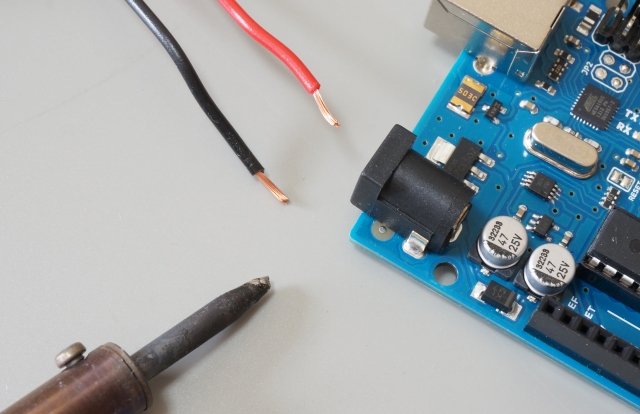
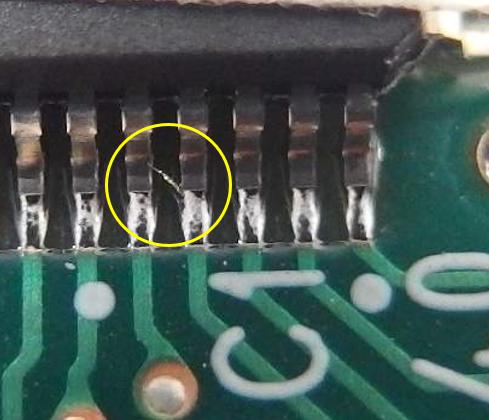
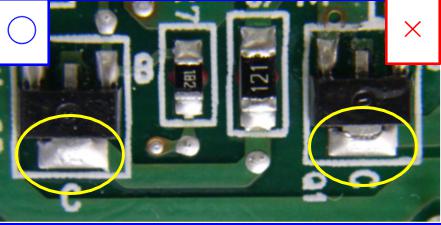
強度が弱い状態で部品に力が加わると、基板のパターンをバリっと破ってしまう(廃棄)

これらは基本的に電気検査で検知し、電気検査後ではんだコテを使用した場合は”もう一度電気検査を行って問題ない事を確認する”というステップを踏んでいます。


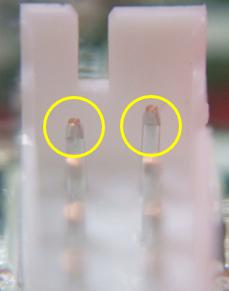

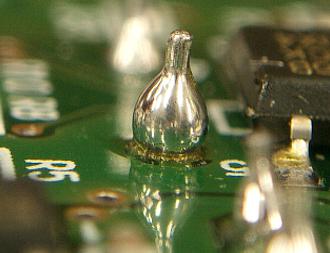
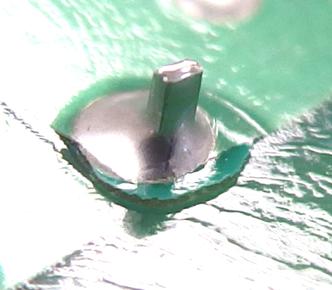
上図では両方とも導通があるが、右側は疑似接触状態となっている。
担当者から御社に最適なご提案をさせていただきます。