基板実装・電気機械器具組立の安曇川電子工業|滋賀
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

担当者から御社に最適なご提案をさせていただきます。
目次

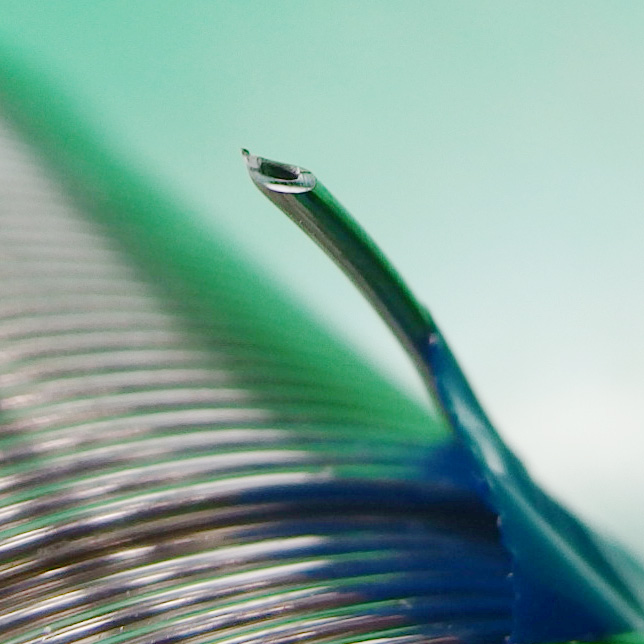

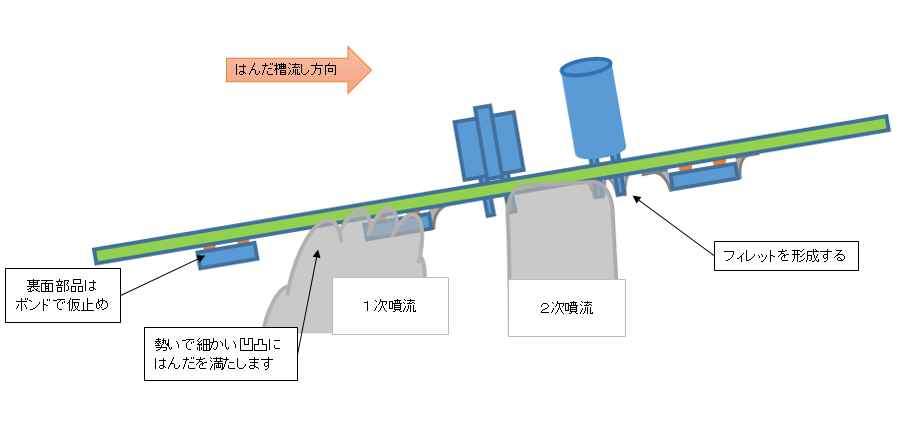
フラックスは基板の洗浄、酸化物の浄化を行う。
フラックスは、はんだの「表面張力」の性質を緩和し、はんだを馴染みやすくする。
フラックスは、はんだ付け後に膜を形成し、酸化を防止する。




担当者から御社に最適なご提案をさせていただきます。