はんだ付けで電気を正しく通す注意点は?よくある不具合とその対処法
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

はんだ付けとは、はんだを使って電子部品と電子回路を接着する技術ですが、はんだによって電気を正しく通すにはさまざまな注意点があります。
プリント基板で行うはんだ付けには、はんだごてを使う手はんだ付けと、リフロー炉やフローはんだ槽などの機械を利用するものに二分されますが、プリント基板においても、注意点を守り、基板と部品が電子回路に正しくはんだ付けすることによって電子機器の動作が保たれます。
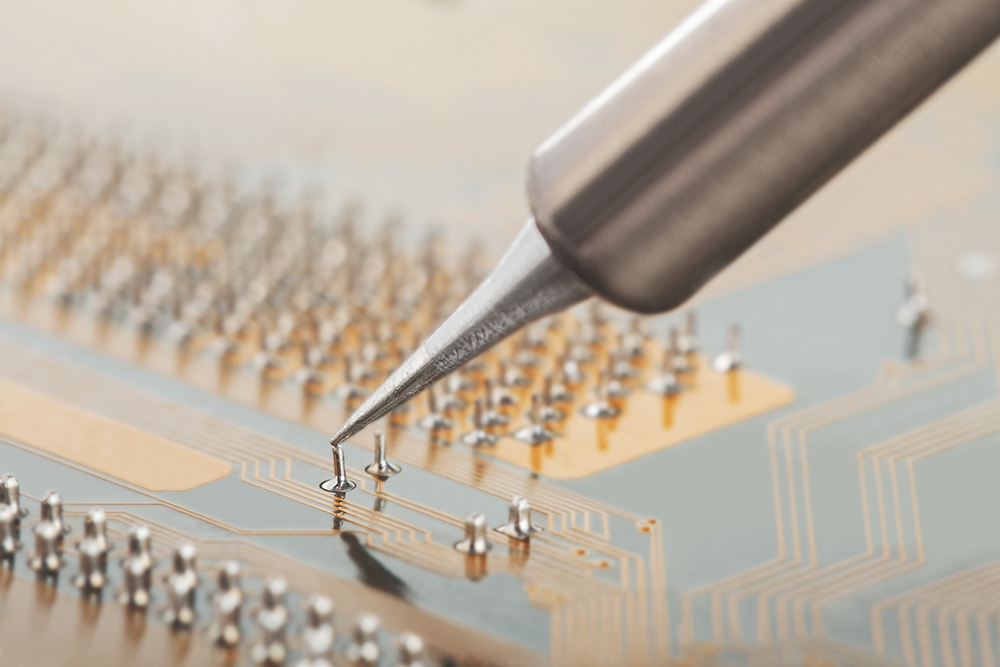
今回は、より技術者のスキルが必要とされる手はんだ付けの注意点について、プリント基板の表面実装を行う安曇川電子工業が解説します。
目次
手はんだ付けとは、電子部品と基板の電子回路を一箇所ずつ接合していく工程です。
手はんだ付けで使用するはんだは、糸のように細長くワイヤー状になった糸はんだと呼ばれるもので、糸はんだの真ん中に挿入されているフラックスが溶け出ることによって電子部品が接合されます。
手はんだ付けでは、プリント基板や電子部品の種類によってはんだごてを使い分けることや、はんだ付けの際の温度、取り付ける部品の性質など、さまざまなことに考慮しながら行わなければなりません。
手はんだ付けは、リフロー炉やフローはんだ槽を用いるはんだ付けと異なり、手軽で小回りが利く点が一番のメリットだと言えるでしょう。
仮に、台数が少ない基板にリフロー炉などの設備を利用した場合、段取りに時間がかかってしまい、結果としてコストがかかったり納期が延びたりする恐れがあります。
しかし、手はんだ付けであれば少ない段取りで時間あたりの単価で値段が設定でき、イニシャルコストを大きく下げることが可能です。また、基板の試作にも手はんだ付けは向いています。
ただ、手軽に作業に取り掛かれるメリットのある手はんだ付けですが、技術者の能力によって完成品に差が出てしまう点には注意が必要です。
リフロー炉やフローはんだ槽であれば、設定によって均一なはんだ付けを施すことができますが、手はんだ付けの場合は作業する人の能力に依存してしまいます。例えば、一つの基板を二人で作業した場合、二つの別の品質の基板が出来上がってしまうと言っても過言ではありません。
それほど、手はんだ付けとは繊細な作業で技術者のスキルが必要とされるものなのです。
部品を手はんだ付けする際に注意したいのが、はんだごての選び方です。
はんだ付けの際には、熱に弱い部品を扱うことがあります。このとき、もしも温度調整ができないはんだごてではんだ付けをしては、部品の破損を招いてしまう恐れがあります。
そのため、手はんだ付けをする際は、温度調整ができるはんだごてを選ぶようにしましょう。また、部品の大きさや形状によってはんだごてのこて先が変えられるものなら、さらに手はんだ付けの精度が向上します。
基板の種類や扱う部品によっても異なりますが、はんだごての温度は約360℃が適していると一般的には言われています。
この温度が高過ぎたり低過ぎたりすると、はんだにさまざまな不具合が発生してしまいます。そのうちの一つが、イモはんだと呼ばれる現象です。
イモはんだとは、はんだごての温度が低かったり、ランドに当てている時間が短かったりした場合に起こる不具合です。
イモはんだは、一見はんだ付けされているように見えますが、はんだ付けをする場所であるランドに熱が十分伝わっていない状態で、はんだがなじんでいません。
はんだがなじんでいないと、電気検査時には接触していたにも関わらず、輸送後に何らかの衝撃で接触がなくなり機能不良となるケースがあります。
イモはんだは、はんだごての先の温度を低くし過ぎないことや、こて先でランドを温めてから糸はんだを当てることで防ぐことができます。
はんだごてを用いた手はんだ付けでは糸はんだを使用しますが、 糸はんだを溶かす量が多かったり少なかったりすると、以下のような不具合が生じ注意が必要です。

部品によっては、リード同士の隙間であるリードピッチが狭いものがあり、そのような部品をはんだ付けする際には、はんだの量が多くならないように注意しなければなりません。
なぜなら、はんだの量が多過ぎると、リード同士がはんだで繋がってしまい、想定した回路とは異なるところに電気が流れてしまうからです。
この現象はショートやブリッジと呼ばれ、最悪の場合は部品損傷や基板全体のダメージに繋がってしまいます。
これを防ぐには、はんだ付けしたい箇所に的確にフラックスを塗布することが効果的です。はんだ付けしたい箇所がフラックスによって十分に濡れることで、余分なはんだがブリッジとして残りにくくなります。
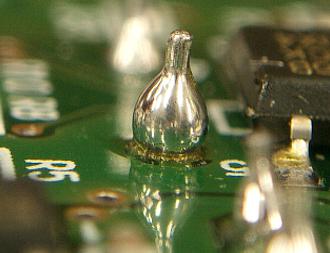
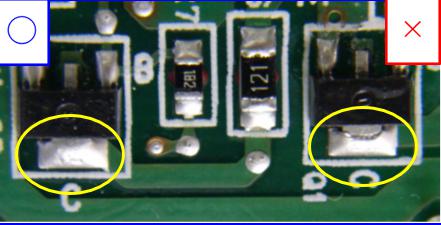
はんだの量が少な過ぎることで起こる不具合の一つに、強度不足があります。
はんだがあることによって部品とプリント基板が接着し一体化していますが、小さな部品にも重さがあり、適切な量のはんだがなければ強度不足で部品が基板から剥がれてしまいます。
また、コネクタなどの部品は接続する際に上から力が加わるものです。上から押さえる力がはんだの強度よりも大きいと、基板からはんだが剥がれ、ランドごとめくれてしまう恐れもあります。
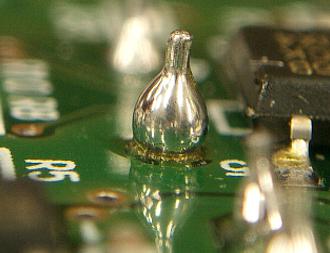
はんだの量が多過ぎても少な過ぎても不具合を起こすために、適量を見極める経験も必要だと言えるでしょう。

上の写真のように、富士山の形さながらに裾に向かって広がるフィレットができる程度のはんだの量を増やせば強度不足は防げます。
はんだごての先についている温まって溶けたはんだが、稀にこて先から取れて飛び散り、別の箇所に付着することがあります。
これによって、以下のような不具合が発生してしまいます。
はんだの量が多過ぎて発生するショートと同じように、こてについたはんだが飛び散ってもリード同士がはんだによって繋がってしまうことがあります。
この不具合は、はんだごてを離す際の方向やスピードに注意を払うことで、部品のリードに余分なはんだが残らなくなります。

はんだボールとは、こてについたはんだが飛び散り、それが部品のリードに接触しなかった場合や接触する前に冷えて固まった場合に発生するものです。
名前の通りはんだがボール状でコロコロ転がります。ほとんどの場合は基板から外れるので不具合は発生しませんが、ICなどのピッチが非常に狭い部品に入り込むと危険です。
ピッチが狭いため、はんだボールがリード間にはまってしまい、上記のショートと同じ事例を発生させます。
はんだボールは、高温・短時間ではんだづけをするとフラックスが一気に気化することによって発生してしまうため、はんだをゆっくりと足すことで防げます。
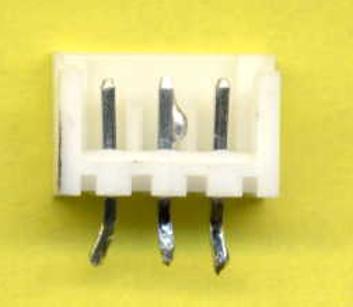
コネクタなどの部品は、リード部分そのものが部品の一部であることがほとんどです。
この部品のリードにはんだがつくことで、コネクタに接続できないという機能不良が生じてしまいます。
はんだごての先についた余分なはんだが落ちないように、こてを振るなどせず丁寧に扱う必要があります。
ここまでご紹介した注意点を守っていても、取り付ける部品によっては、正常に実装できておらず、不具合が生じることがあります。

部品が熱に弱い場合、他と同じ温度・時間で作業をしても不良が発生する場合があります。
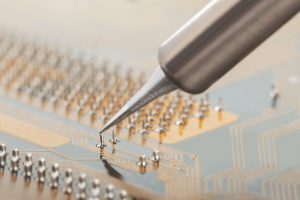
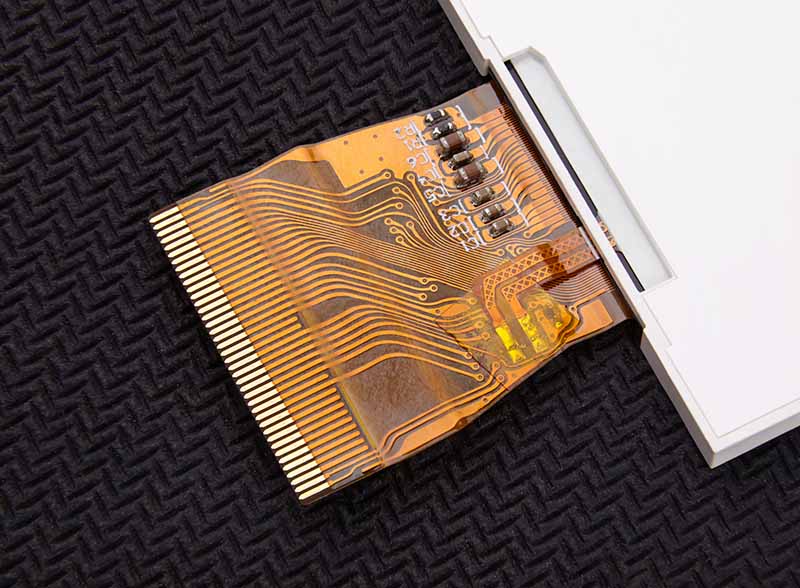
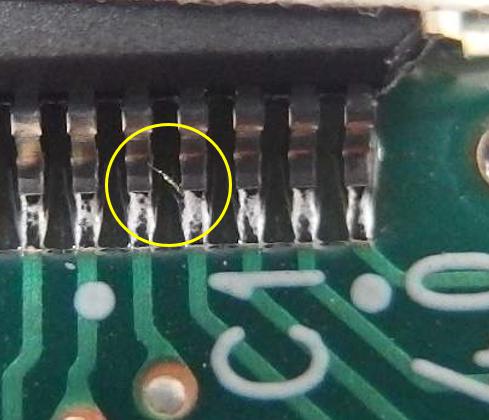
また、はんだ付けは正常に行えていても、部品が変形しているという事例も多く存在します。
例えば、上の写真のコネクタは、部品のピンに熱を加えすぎたことでピンが移動したり傾いたりしています。これにより、接続が正常にできなかったり、接続時にピンを曲げてしまったりと不具合が発生します。
熱に弱いコネクタをはんだ付けすると、ピンが傾くことがあるので、部品のリードにはこて先を当てないようにしましょう。
ピン数の多いICなどは、最初に対角の2本のピンを仮止めし、その後に本付けをするのですが、本づけを忘れるとオープン不良で機能しなくなります。
しかし、その場でかろうじて接触していると電気検査では合格になる場合があり、輸送後不良を起こしてお客さまに「検査をしていないのではないか」という不安を与えてしまうことにもなります。
安曇川電子工業では社内で取る記録はすべてデータに残し、擬似接触が発生するような本づけを忘れるというようなミスは起こさないように努めています。
安曇川電子工業では、片面基板、両面基板、フレキシブル基板、アルミ基板、セラミック基板など多岐にわたる種類の基板を扱っていますが、その中でも極小基板への手はんだスキルには自信があります。
隣接するはんだ箇所との間隔が狭く、ブリッジ不良などが発生しやすいものでも、長年培った技術力によって不具合なく実装できています。
人のスキルによって左右される手はんだ付けですが、50年の歴史の中で培ったノウハウによって実装された製品は、お客様にもご好評をいただいており、多くの受注をいただいています。
安曇川電子工業はプリント基板の表面実装 、手挿入部品のフロー半田、ユニット組立を専門に行う会社です。
基板設計者の方が製図した基板の機能を維持しつつ、量産時に不具合やコストアップを招かないよう変更提案を行うVA・VE提案を得意とするほか、基板実装だけでなく、ユニット・制御機器のOEMメーカーとしての実績も多数保有しています。
など、
プリント基板実装に関して25年の実績があり、高精度・高品質な製品と技術ノウハウを提供する安曇川電子工業株式会社へお問合せください。
担当者から御社に最適なご提案をさせていただきます。