事前準備、道具選び、部品知識 ……。表面実装のはんだ付けで失敗しないコツ
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333


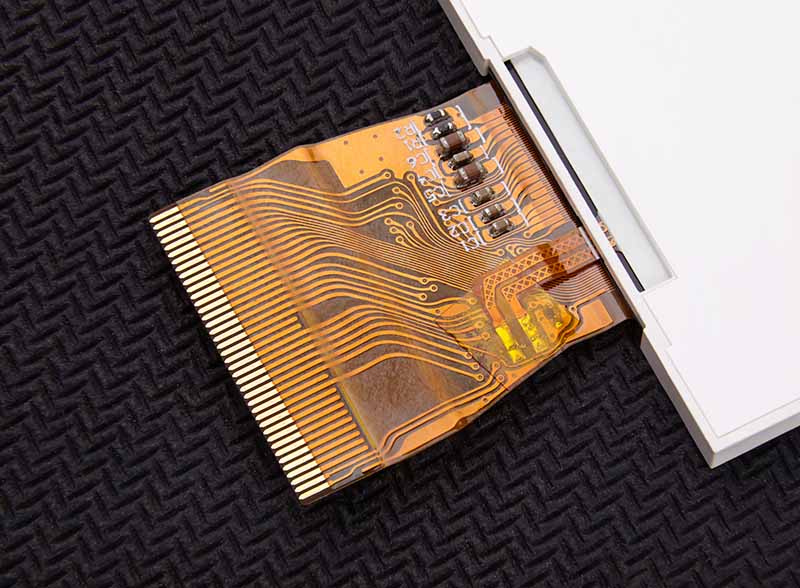
電子機器の作動に不可欠なプリント基板は、表面実装で部品がはんだ付けされて電子回路としての機能を持ちますが、はんだ付けには失敗を防ぐためのコツがあります。
そのはんだ付けのコツには、道具の選び方や事前準備から仕上げの過程に至るまで、すべての工程で見逃せないものがあり、コツを知っておけばレベルの高いはんだ付けを施すことができます。
今回は、はんだごてを用いて行う手はんだ付け、リフロー炉やフローはんだ槽を使用するはんだ付け、それぞれの表面実装時におけるはんだ付けのコツについてご紹介します。
目次
電気機器の動作を支えるプリント基板の表面実装では、はんだ付けの際にコツを知っているかどうかが基板の完成度を大きく左右します。
基板の完成度を左右するということは、つまり、はんだ付けによって電子機器自体のクオリティにも影響が出てしまうということです。
それだけ重要な工程であるはんだ付けですが、手はんだ付けはもちろん、リフロー炉などの機械を扱うはんだ付けでも長年の経験に基づくスキルが必要です。
基板や部品の扱いにも細心の注意を払わなければならないプリント基板のはんだ付けでは、小手先のコツではなく、表面実装のプロフェッショナル集団が実践するコツを身に付けなければなりません。

表面実装ではんだを使用する前の段階に、事前準備としておさえておきたいコツがあります。
それが、「予熱」です。例えば、多層基板になるとパターンが大きくなる傾向があり、その分、熱が奪われてはんだが馴染まないケースがあります。それを防ぐためには、ホットプレートなどの基板を予熱する装置が必要です。
また、積層セラミックコンデンサなどの熱に弱い部品は、急激に局部的に加熱すると熱ストレスによってクラック(crack、割れ目)が発生しやすくなります。
クラックは絶縁抵抗の劣化や信頼性の低下を招く恐れがあるため、温度の上昇を少しでも緩やかにする目的で予熱の事前準備が必要となります。

ここからは、表面実装の手順とともにコツをご紹介しますが、まずは、手はんだ付けについてご紹介します。
手はんだ付けは、リフロー炉やフローはんだ槽を用いるはんだ付けと異なり、手軽で小回りが利きますが、技術者の能力によって完成品に差が出てしまうため、よりコツが必要な方法だと言えます。
手はんだ付けでは、コツの一つに道具であるはんだごての選び方があります。
はんだ付けの際には、先ほどもご紹介したような積層セラミックコンデンサなど熱に弱い部品を扱うことがあります。それにも関わらず、温度調整ができないはんだごてではんだ付けをしては、部品の破損を招いてしまう恐れがあります。
そのため、手はんだ付けをする際は、温度調整ができるはんだごてを選ぶと良いでしょう。さらに、部品の大きさや形状によってはんだごてのこて先が変えられるものであれば尚安心です。
いよいよはんだ付けに取り掛かりますが、その前に「予備はんだ」をしておくのもコツの一つです。
予備はんだとは、温まったはんだごての先にはんだをあて、はんだによってこて先を保護するためのものです。予備はんだをすることによって、はんだごての先の酸化が防止され、はんだの付きも良くなる効果があります。
さらに、ランドにも予備はんだを行いますが、チップ抵抗など、はんだ付けすべき場所である電極が2箇所の電子部品であれば、片側のランドにはんだの膜を薄く形成するようにします。
チップ部品をピンセットでつまみ、できるだけパターンの中心に来るようにチップを搭載位置に運びます。
ピンセットで部品を抑えた状態で、反対の手ではんだごてを持ち、先ほど予備はんだを行ったはんだを再度溶かしながら電極側をはんだ付けします。
このとき、融かした予備はんだを滑り込ませるように置くのがコツです。部品が浮きにくくなり、しっかりと接合できます。
仮止めの後は本止めの工程に入りますが、その前に、フラックスを予備はんだと部品に塗布します。
予備はんだは少量のためフラックスも微量になってしまい、部品の位置決めの間にフラックスが蒸発してしまいます。それをあらかじめ塗布して補っておくことで、ごく少量のはんだでもしっかりと接合されます。

最後は、はんだ付けがしっかりとされているか仕上がりの確認です。はんだ付けがうまくできているか見極めるコツは、実装された部品のはんだが盛られた部分であるフィレットの形状です。
フィレットが富士山の形のように滑らかで裾に向かって広がっていると、馴染み具合の良いはんだ付けだと言えます。
<お気軽にお問い合わせください>
表面実装で最も一般的なはんだ付けが、リフロー炉によるはんだ付けです。機械が主となり実装を行いますが、それでも機械の細かい設定や不具合を生じさせないための工夫など、人によるコツが必要な部分があります。
ここでは、リフロー炉を用いた表面実装の手順とコツをご紹介します。

リフロー炉に通す前に、クリームはんだを塗布、印刷する工程があります。その際に使用するクリームはんだは通常冷蔵保管されていますが、使用前には常温に戻してからよく攪拌するようにしましょう。
また、クリームはんだの必要量が異なる極小部品と大きな部品とを、同じ面に実装しないのもコツの一つです。部品の大きさに差があり過ぎるとはんだの必要量が異なるため、小さな部品に合わせると大きな部品ではんだ不足になってしまいます。
そして、クリームはんだ印刷に欠かせないメタルマスクは、定期的に洗浄してマスクの目詰まりを防止することも基本的に押さえておきたいコツです。尚、安曇川電子工業では、仮に目詰まりが発生した場合でも、異常を検出できる画像検査装置をつけています。

チップ部品実装は、クリームはんだとチップボンド作業を終えたプリント基板にチップ部品を実装する工程です。
チップ実装には、カセットと呼ばれる部品をセットするための道具が必要なのですが、安曇川電子工業はこのカセットの多さが特徴です。

ロット数に応じてその部品専用のカセットを用意することで、切り替え時間の短縮と部品の間違いによる不良を防止しています。
それぞれのラインの長所を最大限に活かせる一貫管理を行うことが、チップ部品実装工程でのコツと言えるでしょう。

最後はリフロー炉ではんだを溶融しますが、ここでは温度分析が最大のコツです。部品の耐熱温度以下で、はんだをしっかり馴染ませる必要があり、さらに、熱に弱い部品のクラックを防ぐために急激な温度変化も避けなければなりません。
基板に実装されている部品を均一に加熱するためには、機械の設定だけではなく、人の目と技術が必要です。
フローはんだ槽は、電源基板用などに搭載されている部品がトランスやコイルといった大きな部品で、チップ部品が無い場合に利用します。その際、片面はリフロー炉ではんだ付けして、残りの片面をフローはんだ槽ではんだ付けします。
フローはんだ槽を利用したはんだ付けは、温度、時間、コンベア角度、コンベアスピード、噴流の高さ、フラックス量などの条件によって、不良の発生率が大きく変わります。
不良の発生を防ぐための一番のコツは、基板が溶融はんだから離れる瞬間のはんだの動きをじっくりと観察して、調整することです。
これには長年の経験とノウハウが必要になるため、数多くの実績がある熟練の技術者が所属する企業でなければ難しいかもしれません。

はんだ付け技能は習得するのに時間がかかるものです。安曇川電子工業では、より品質を安定させるために6軸ロボットによる自動化や、ポイントディップ装置による自動化を図っています。
安曇川電子工業はプリント基板の表面実装 、手挿入部品のフロー半田、ユニット組立を専門に行う会社です。
基板設計者の方が製図した基板の機能を維持しつつ、量産時に不具合やコストアップを招かないよう変更提案を行うVA・VE提案を得意とするほか、基板実装だけでなく、ユニット・制御機器のOEMメーカーとしての実績も多数保有しています。
など、
プリント基板実装に関して25年の実績があり、高精度・高品質な製品と技術ノウハウを提供する安曇川電子工業株式会社へお問合せください。
担当者から御社に最適なご提案をさせていただきます。