「頑張ります」が招く過剰品質の罠。IPC-A-610Jのクラス分類で、顧客満足とコスト最適化を両立
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

こんにちは。アドガワエレクトロニクスです。ブログをご覧いただきましてありがとうございます。
私たちが手にするスマートフォン、命を預ける医療機器、さらには宇宙へと飛ぶロケット。これら全ての電子機器の心臓部には「プリント基板」が存在します。しかし、基板の品質がどのように保証されているか、その「ものさし」を意識したことはあるでしょうか。


電子機器の信頼性を判定し、品質を作り込むための世界標準、それが「電子組立品の許容基準」です。
目次
この規格は、電子組立品が長期的な信頼性を維持できる物理的構造にあるかを、目視検査で判定するための「共通言語」です。最新改訂版「リビジョンJ(J版)」は、2024年10月にリリースされました。発行元は、世界的な業界団体であるIPC(電子産業連結協会)です。
IPCの標準規格は、基板設計から始まり、性能基準(600、6012)、はんだ付け工程(001)、組立・ハーネス品質(610、620)までを網羅する、製造業の「競争力の源泉」です。

IPC-A-610Jは、単なる一企業のルールではありません。エレクトロニクス業界で最も広く普及している受入規格であり、その策定には世界31カ国、数千社の現場データがフィードバックされています。この規格に準拠することは、世界中のサプライヤーや顧客と同じ「品質」を語れることを意味します。


電子機器の品質は、IPC-A-610(受入基準)とJ-STD-001(プロセス要求事項)のシナジーで決まります。
・J-STD-001(プロセスの基準):
適切な材料、環境、作り方を規定。
・IPC-A-610(外観の基準):
フィレットの濡れ、はんだ上がりなどの「結果」を評価。
どれほど外観(610)が美しくても、不適切なプロセス(001)で製造された製品は潜在的な欠陥を抱えています。特に航空宇宙や医療分野では、プロセス要件を完遂した上で外観評価を行う「二段構え」こそが、不良率低減への最短距離です。

IPC-A-610Jでは、最終用途に応じて3つのクラスを定義し、過剰品質(Over-quality)によるコスト増大を防いでいます。
・クラス1(一般電子製品):
玩具や家電など、機能維持が主目的。
・クラス2(特定用途向け電子製品):
通信機器、コンピュータ、車載機器など、継続的な性能が求められる製品。
・クラス3(高性能電子製品):
航空宇宙、軍事、医療機器など、過酷な環境下で「故障が許されない」製品。
ここで重要なビジネス視点は、過剰品質(Over-quality)の回避です。玩具(クラス1)にクラス3の厳格さを求めるのはコストのかけ過ぎであり、逆に生命維持装置(クラス3)にクラス1の品質基準を適用するのは論外です。

この分類を活用することで、不必要なコストを削りつつ、必要な信頼性を確保する合理的な経営判断が可能になります。
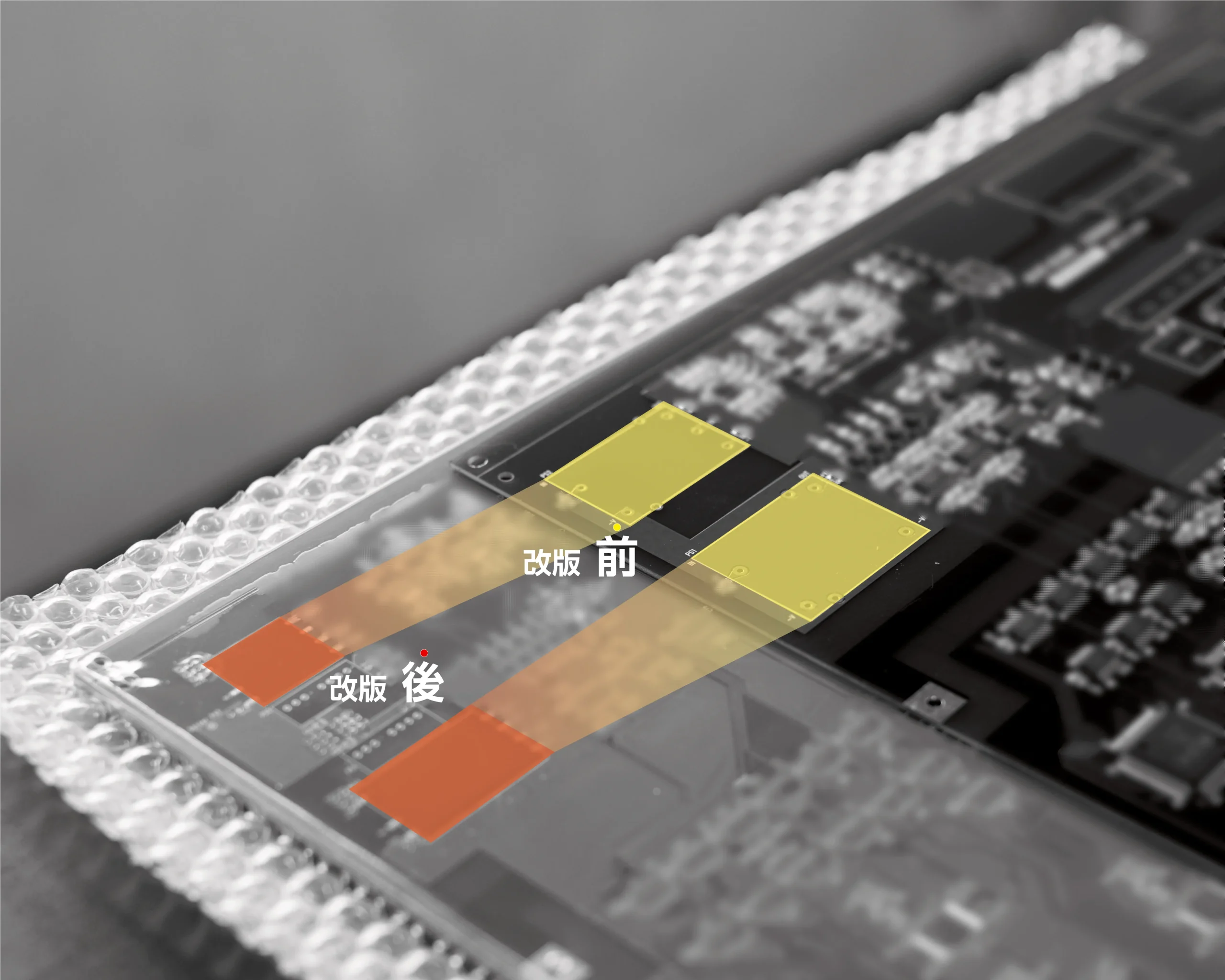
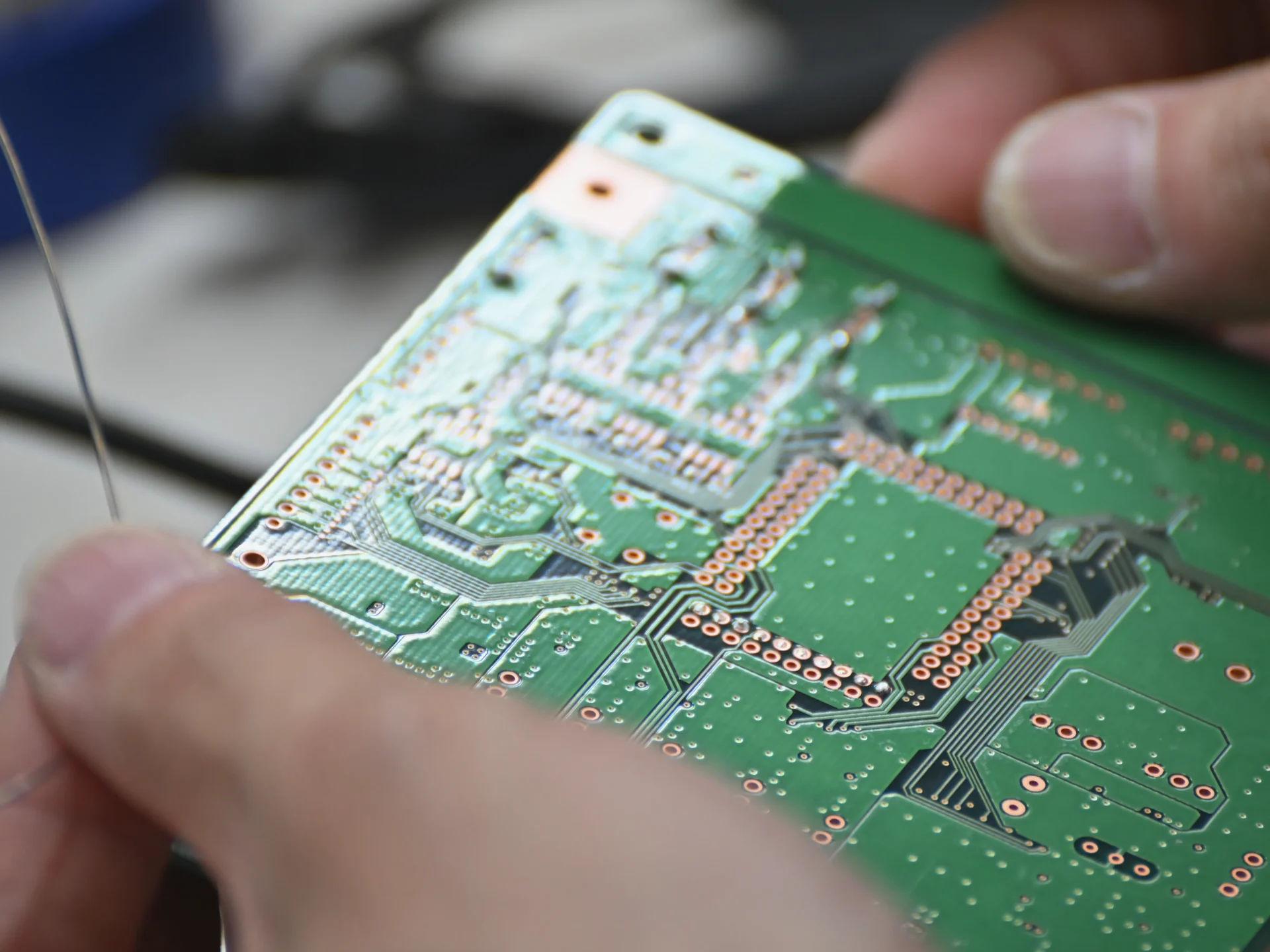
製造現場において、はんだ付けの後にニッパでリードを切断する行為は、潜伏的リスクをセットするようなものです。一見、仕上がりを整える善意の工程に見えますが、切断時の物理的な衝撃は、はんだ付け部に残留応力(Residual Stress)を生じさせます。ニッパの刃がリードを噛む瞬間、荷重が接合部へダイレクトに伝わり、内部に「歪み」を残します。

出荷時の検査では導通に問題はありません。しかし、実使用環境で繰り返される「温度変化による膨張と収縮」が、蓄積された歪みを起点として物理的なクラック(ひび割れ)へと増幅させます。
IPC-A-610「リビジョンJ(J版)」では、クラス2および3において、はんだ付けの後にリードを切断した場合、肉眼ではなく「10倍の拡大鏡による厳格な目視検査」を要求しています。これは、人間の目では捉えきれない破壊が確実に起きているという警告です。

長すぎたリードを「はんだ付けの後で切る」のではなく、リードを適切な長さに「切ってからはんだ付けする」という順序の徹底こそが正解です。リビジョンJが求める「10倍の拡大鏡による厳格な目視検査」は、あくまで最悪の事態を防ぐためのセーフティーネット。経営判断として、不具合の芽を物理的に排除する工程設計が求められます。
さらに、リード切断の衝撃は、はんだ接合部だけに留まりません。衝撃波はリードを伝い、基板内部の「スルーホール」や「内層パターン」との密着面を剥離させているケースがあります。これは表面をいくら拡大鏡で見ても発見できない、真の潜伏的リスクです。
「先切り工程」の標準化:
リード長をあらかじめ規定値(例:1.5mm ± 0.5mm)に加工してから基板に実装するフローへ移行する。
衝撃低減ツールの導入と管理:
構造上どうしても後切り(はんだ付けの後にリードを切断)が避けられない箇所には、衝撃を緩和する「超硬フラッシュカットニッパ」を採用し、切断回数に基づいた刃の更新サイクルを厳格化する。
曖昧な「リスク」を排除する断面解析教育:
「潜伏的リスク」という曖昧な言葉ではなく、IPC-A-610J(リビジョンJ)と、実際に熱サイクル試験でクラックが入った断面写真を用いた「不具合の可視化教育」を実施する。

IPCの標準規格の導入は、単なる確認作業という「点」ではありません。設計、プロセス、受入基準を一気通貫の「線」でつなぎ、製品寿命を担保する基盤です。
最新の「リビジョンJ(J版)」では、高密度実装に伴う「サーマルパッド(放熱パッド)」や「表面実装部品のフィレット形状」の基準がさらに細分化されました。これを「守るべきコスト」と捉えるのは間違いです。IPC-A-610Jは、新規顧客に対して品質を証明し、曖昧な言葉を排除して成約率を高めるための、最強の「営業武器」なのです。

多くの企業が「品質管理=製造現場の仕事」と考えがちですが、実はIPCの標準規格を最も理解すべきは営業職です。商談時に「弊社はIPC-A-610Jのクラス2を基準としています」と一言添えるだけで、曖昧な「頑張ります」よりも説得力を持って成約率に寄与します。

・試作から量産への移行でトラブルが多い
・委託先(基板実装会社)との意思疎通に時間がかかる
その結果、製造コストが膨らむ
アドガワエレクトロニクスがまとめた「技術ハンドブック」には、基板設計・実装におけるコストダウン事例や品質向上のノウハウを多数掲載。量産を前提とした試作の進め方や、VE提案による改善事例もご紹介しています。
・量産時の失敗コストを削減
・製品価値を高める改善提案のヒントを獲得
・基板実装 委託先選定の判断材料 といった実践的な事例を掲載しています。
技術ハンドブックを、製品開発の加速とコスト競争力強化に、ぜひお役立てください。ダウンロードは、⇒ 特設サイトから
関西・近畿を拠点に、プリント基板・電子部品調達〜基板実装(表面実装〔SMT〕、挿入実装〔THT〕)、コーティング、エージング試験、電気機械器具組立までを一貫提案するアドガワエレクトロニクスです。
このブログでは、「モノづくりから、ものがたりへ」をコンセプトに、製造工程における「技術」と「人」にフォーカスします。品質教育やベテランから若手への技術承継、そして私たちの日常と社内文化をお届けします。
⇒ 会社概要 :
https://www.adogawa.co.jp/company/
⇒ 表面実装サービス紹介 :
https://www.adogawa.co.jp/mounting/serface/
⇒ 最新記事一覧 :
https://www.adogawa.co.jp/blog
⇒ お問い合わせ :
https://www.adogawa.co.jp/inquiry/
当社の雰囲気、社内文化をより身近に感じていただけるよう、ソーシャルメディアでも日々の様子を発信しています。よろしければ、私たちの日常を少しだけ覗いてみてください。

日々の取り組みを取材し、発信していて強く感じるのは、「顧客満足(CS)」を語る前に、「従業員満足(ES)」が不可欠であるということです。

従業員が自分の仕事に誇りとやりがいを持って働いてはじめて、高品質な製品・サービスが生まれ、結果として顧客満足につながると確信しています。


担当者から御社に最適なご提案をさせていただきます。