品質不良・クレームを未然に防ぐ「変化点管理」の実践:3Hと4Mを軸とした品質保証体系
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

― 本記事は、2026.4.9に公開した内容に、新たな情報を加えて修正したものです ―
こんにちは。アドガワエレクトロニクスの公式ブログへようこそ。
製造業において、クレームをゼロに近づけるための鍵は「変化点」の制御にあります。多くの品質不良は、日常と異なる「何か」が起きた瞬間に発生します。
製造現場のリーダーなら誰もが、不注意によるミス、ベテランの「勘」に頼り切った現場の危うさに頭を悩ませたことがあるはずです。トラブルが起きるたびに「次は気をつけるように」と注意を促し、朝礼や全社集会で精神論を唱える。しかし、残念ながらその言葉(精神論)が実を結ぶこと(従業員の行動変容につながること)は稀です。

製造現場をはじめ、私たちに求められているのは、個人の注意力を責めることではなく、現場の「暗黙知」を「形式知」へと変換し、ミスを物理的に防ぐ「仕組み」を構築すること。その鍵を握るのが、本記事で解説する「3H×4M」マトリックスです。

本記事は、品質管理部門の責任者、製造現場のリーダー、クレーム再発防止に取り組むプロジェクトチームを読者に想定しています。そのうえで、変化点を捉える「3H」と、要因を整理する「4M」を組み合わせた、再現性の高い品質管理手法を解説します。
目次
品質不良、クレームが発生する原因の多くは、作業の属人化や作業指導票の不備だけではありません。製造現場における品質不良の原因を分析すると、極めて示唆に富むデータが浮かび上がります。
DXを支援する企業が2024年に実施した調査によれば、品質不良の60%以上が「4M(人・設備・材料・方法)」の変化点に起因しているのです。つまり、トラブルの真の敵は「定常作業」ではなく、現場に潜む「変化」にあります。
しかし、驚くべきことに、同調査によると製造現場の約52%が製造工程における変化点を管理できていないという実態があります。
変化点管理が行われていない(記録が残っていない)状態では、変化に起因する不良が発生した際に、原因の特定が困難になるというリスクがあります。そのため、品質不良削減の主要な施策として、「変化したタイミング」を確実に把握し、変化後の初期確認を強化する仕組み作りが重要とされています。

「記録されない変化」こそが、現場を蝕むリスク(品質不良品の流出、クレーム発生のメカニズム)です。そして、この変化を捉えるためのフレームワークが「3H(初めて、変更、久しぶり)」です。3Hは、人間が最もミスを犯しやすい以下の心理・物理状態と密接に紐付いています。
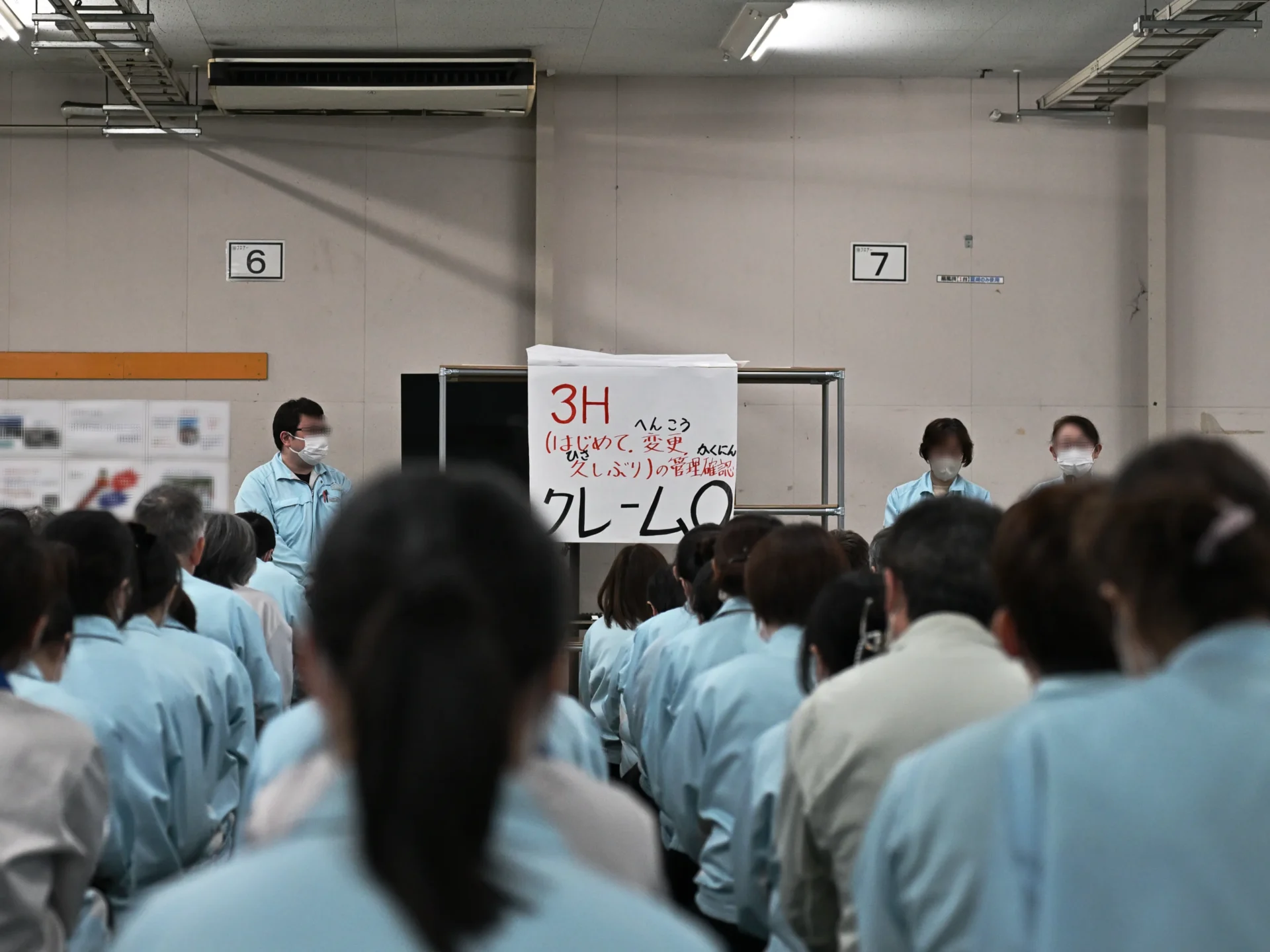
品質不良が集中するタイミングを3Hとして定義し、重点的に管理します。
新規案件の受注、新設備の導入、新人の配属、部署異動。
リスク:
「未知」の状態。手順の未習熟や、手順書(作業指導票)にない「勘所」の欠如がミスを招きます。
材料の変更、設計変更、作業手順の改訂。
リスク:
「記憶の干渉」の状態。新しい手順を導入しても、脳が慣れ親しんだ旧手順を無意識に選択(旧手順との混同)してしまう「誤認」が起きます。
数ヶ月ぶりの生産、長期休暇明けの稼働。
リスク:
「忘却と劣化」の状態。半年以上のブランクは、人の記憶を風化させるだけでなく、設備の潤滑不良やセンサのドリフト(※)といった物理的な変化を伴います。
※ センサのドリフト(感度ドリフト)とは、
長期間稼働させていなかった設備などにおいて、センサの感度や出力値が時間の経過とともに当初の設定から徐々にずれてしまう現象を指します。
久しぶりに設備を稼働させる際には、電源を入れるだけでなく、センサの状態を確認し、必要に応じて微調整や校正(キャリブレーション)を行うといった変化点管理が、品質不良を避けるために重要です。
ヒューマンエラーは、単なる注意喚起や口頭指導では改善されません。もちろん、精神論を唱えても無駄です。根本原因を解消するための「仕組み」作りが必要です。
3Hの状況に直面した際、具体的にどの項目を確認すべきかを4Mの視点で整理します。これにより、主観に頼らない客観的な品質管理が可能になります。
| 4M要素 | 確認すべき視点(チェックポイント) |
|---|---|
| 人(Man) | 作業者の習熟度は十分か? 3Hに関する教育は完了しているか? |
| 設備(Machine) | 治具の摩耗やセンサの感度は正常か? メンテナンス周期は守られているか? |
| 材料(Material) | ロット変更による特性のバラツキはないか? 保管条件は適切か? |
| 方法(Method) | 作業指導票は最新版か? 判定基準(限度見本)は明確か? |
ミスが「いつ(タイミング)」起きるかを定義したのが3Hなら、リスクの「所在(要素)」を定義するのが4Mです。クレームや不良は定常状態の延長ではなく、必ず「変化点」で発生します。この変化点を事前に捉え、コントロールする枠組みが「3H×4M」です。以下の表のように3Hと4Mを掛け合わせることで、現場のリスクを網羅的に可視化できます。
以下の事象が発生した際は、既存の手順書(作業指導票)だけではカバーできない「判断の迷い」が生じます。
| 4M要素 | 初めて (Hajimete) | 変更(Henkou) | 久しぶり(Hisashiburi) |
|---|---|---|---|
| 人 (Man) |
新人の配置 未経験作業 |
配置転換 担当交代 |
休暇明け 職場復帰 |
| 設備 (Machine) |
新規導入 新金型 |
修理 仕様変更 |
半年以上ぶりの 再稼働 |
| 材料 (Material) |
新規材料の使用 | メーカー変更 ロット切替 |
半年以上の 長期保管品 |
| 方法 (Method) |
新しい作業手順 治具なし作業 |
条件設定の変更 工程の入れ替え |
特注品・年単位の リピート案件 |
3H(初めて、変更、久しぶり)という「リスクの引き金」が、4M(人、設備、材料、方法)のどこに作用するかを事前に特定し、ヒヤリハットの段階で対策を打つことで、プリント基板実装、電装品組み立てにおける重大な品質不良や流出を未然に防ぐ仕組みを構築します。
さらに、4Mに「測定(Measurement)」と「環境(Environment)」を加えた5M+1Eの視点が不可欠です。
強調したいのは、一つの変化が他の要素を連鎖的に引き起こす「Ripple Effect(波及効果)」の存在です。

例えば「材料が変更(Material×変更)」されたとき、多くの現場は材料の品質確認だけで済ませてしまいます。しかし、本質的な管理では以下の連鎖を想定しなければなりません。
人(Man)への波及:
新材料の特性に合わせ、作業者にとっては「初めて」の習熟が必要になる。
方法(Method)への波及:
加工条件や温度設定の「変更」が不可避となる。
測定(Measurement)への波及:
変化を捉えるためのセンサー閾値や検査基準の「再定義」が必要になる。
この「変化の連鎖」を無視し、単一の要素だけを注視することが、重大な不具合の見落としを招くのです。
製造現場の「勘・コツ」が特定のベテランの中にのみ蓄積されている状態(属人化)は、極めて危険な経営リスクです。業務が担当者以外には見えない「ブラックボックス」と化している場合、その担当者が不在になるだけで現場は停滞し、トラブル対応は致命的に遅れます。
属人化が進んだ現場では技術伝承が停滞し、組織の競争力は確実に削がれていきます。ベテランの退職と共に現場のコア技術が失われる恐怖は、製造業における「サイレントリスク」に他なりません。

3H管理を導入することは、個人の頭の中に閉じ込められた「暗黙知」を、誰でも再現可能な「形式知」へと引き出し、組織としての生存戦略を確立するプロセスなのです。
では、この目に見えない「暗黙知」を、どのようにして組織全体の「動ける知識」へと変換すべきでしょうか。その答えは、熟練者の頭の中にある感覚を言葉(ドキュメント)、視覚情報(写真、動画)として抽出し、現場の誰もが即座にアクセスできる状態を作ること、すなわち「テクノロジーによる技能の可視化」にあります。
単なるルールの明文化にとどまらず、視覚情報(写真、動画)を駆使して「誰が、いつ、どこにいても」高い再現性を発揮できる環境を構築した、2つの先進事例を紹介します。
S社:
荷主ごとに異なる複雑なピッキング作業を動画化し、現場に、該当する動画にアクセスできるQRコードを整備しました。新人が「初めて」の作業に直面しても、その場でQRコードをスキャンするだけで「正しい動き」を確認できる仕組みを構築したことで、教育工数の削減とともに、教育者によって異なる教育内容、教育品質のバラツキをなくしました。
M社:
紙のドキュメント(作業指導票)を、編集容易なスライド動画へと刷新。「変更」が生じた際も、動画(スライド)の一部を差し替えるだけで最新の「標準(作業指導票)」を即座に全共有できる体制を整え、情報の陳腐化(情報が更新されない)というリスクを排除しました。
視覚情報、特に動画は、言語の壁や記憶の曖昧さを排除し、ベテランの「目線の動き」や「力加減」をそのまま組織の資産に変える力を持っています。
ここからは、クレーム対策を仕組み化するための具体的な3ステップを紹介します。
現場リーダーは、その日の作業(作業者)に3Hが含まれる場合、朝礼やホワイトボード等で共有します。

該当する3Hに対して、4Mの視点で「初物検査の強化」や「ダブルチェックの実施」などの具体的な対策を指示します。
作業終了後、不良率に変化がなかったかを確認します。効果的な対策は作業指導票に反映し、再現性を確保します。
3Hと4Mを軸にした管理を導入することで、品質管理の質は次のように進化します。
不良が発生してから、「なぜなぜ分析」で事後対応する状態。変化点の管理が現場の感覚に依存しており、個人の注意力が落ちた際にクレームに直結する。「作業者が注意していれば防げた」という精神論に終始する。
作業開始前に3Hと4Mの交点が可視化され、リスクが事前に共有されている状態。「変化が起きたからリスクが高い」という論理的な予見が可能になる。現場の「やりづらい」作業が標準化され、誰が作業しても同等の品質が担保される。4Mに基づく具体的対策により、個人の意識に頼らずとも不良率が低減する。
クレーム発生の因果関係は明確です。3Hが発生した際、既存の作業指導票ではカバーしきれない判断の迷いが生じ、それが品質基準を満たさないはんだ付け不良や実装、検査ミスに直結します。「毎回3H4Mをすり合わせるのは工数が増え、現場の負担になる」という懸念がありますが、不具合流出時の損失と比較するとその差は明白です。
| 比較項目 | 予防措置 (3H4Mの確認) |
事後処理 (不良流出時) |
|---|---|---|
| 主な作業内容 | 着手前数分間の ミーティング・点検 |
全数選別、手直し、 報告書作成、顧客対応 |
| 所要時間 | 数分単位 | 数十時間〜数百時間 |
| 付随リスク | なし | 納期遅延、社会的信頼の失墜、 損害賠償 |
作業着手前の数分間の確認作業は、後工程でのトラブルを未然に防ぐ、最も投資対効果の高い予防策です。
見落としがちな落とし穴もあります。それは、3Hの定義が現場の感覚に依存し、個人差が生まれる点です。この曖昧な部分を明示し、排除しなければ仕組みは機能しません。特に「久しぶり」の基準には注意が必要です。1週間なのか、1ヶ月なのか、設備や工程ごとに「〇日以上間隔が空いた場合は『久しぶり』として扱う」という明確な数値基準の規定、共通認識が必要です。

ミスが起きるポイントを事前に潰すためのステップを可視化します。
▼ ステップ1:
変化点の洗い出しとマトリクス評価
生産計画を確認し、当日の作業に3Hと4Mの掛け合わせリスクがないかを確認します。
・人:
初めての作業者、非日本語母語話者の新規配属や配置転換
・設備:
設備のパラメータ変更、メンテナンス直後の稼働
・材料:
代替部品への変更、ロットの切り替え
・方法:
新しい作業手順の導入
▼ ステップ2:
作業開始前の予防措置
該当する変化点がある場合、朝礼や作業開始前に必ず当事者へ周知します。ミスが起きやすいポイントを事前に提示し、指差呼称を用いて安全と手順を確認させます。
▼ ステップ3:
作業中の監視と初品チェック
3Hに該当する作業中は、管理者が通常よりも巡回頻度を上げます。作業者の迷いや設備の異常がないか、最初の数個(初品)の品質を重点的に確認し、量産前にリスクを遮断します。
▼ ステップ4:
現場のフィードバックと標準化
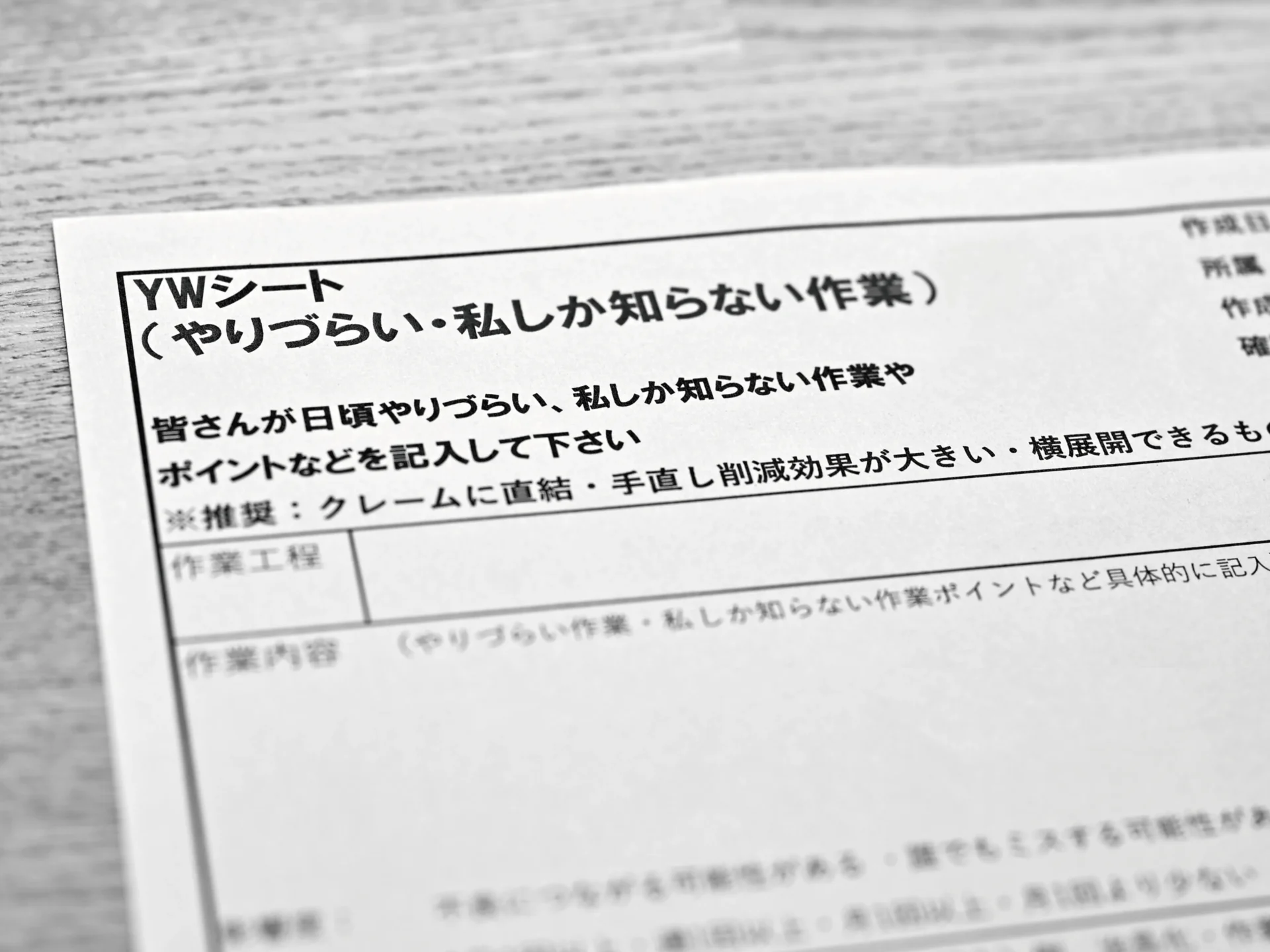
作業終了後、該当手順に無理がなかったかを確認します。YWシートを活用し、現場からの「やりづらい(Y)」「私しか知らない・できない(W)」という声を速やかに吸い上げます。このフィードバックを作業指導票の改訂に繋げることで属人化を排除し、次回の3Hリスクを根本から低減させます。
変化点のリスクを未然に防ぐには、作業者の自発性に依存せず、管理者が主導して「該当時は初品確認を自動的に組み込む」といった不変のルールを構築する必要があります。個人の申告漏れという不確実な要素を排除し、工程内でエラーを強制的に遮断する仕組みこそが、当社の目指す現場の姿です。
この構築された仕組みを現場に定着させる土台となるのが「心理的安全性」です。ルールに潜む不備や作業中の迷い、ヒヤリハットを隠さず即座に共有する組織風土があって初めて、仕組みは形骸化せず機能します。結果として、持続的にクレーム発生率を引き下げる体系が完成します。
クレーム対策の本質は、発生した問題への謝罪ではなく、発生させないための準備にあります。3Hでリスクのタイミングを測り、4Mで要因を潰す。この積み重ねが、顧客からの信頼に直結します。
変化点管理の本質は、現場から「変化をなくすこと」ではありません。市場の要求に応える以上、変化は進化の証でもあります。真に目指すべきは、「今、何が変化したかを組織が正確に把握し、コントロール下に置いている状態」を維持することです。
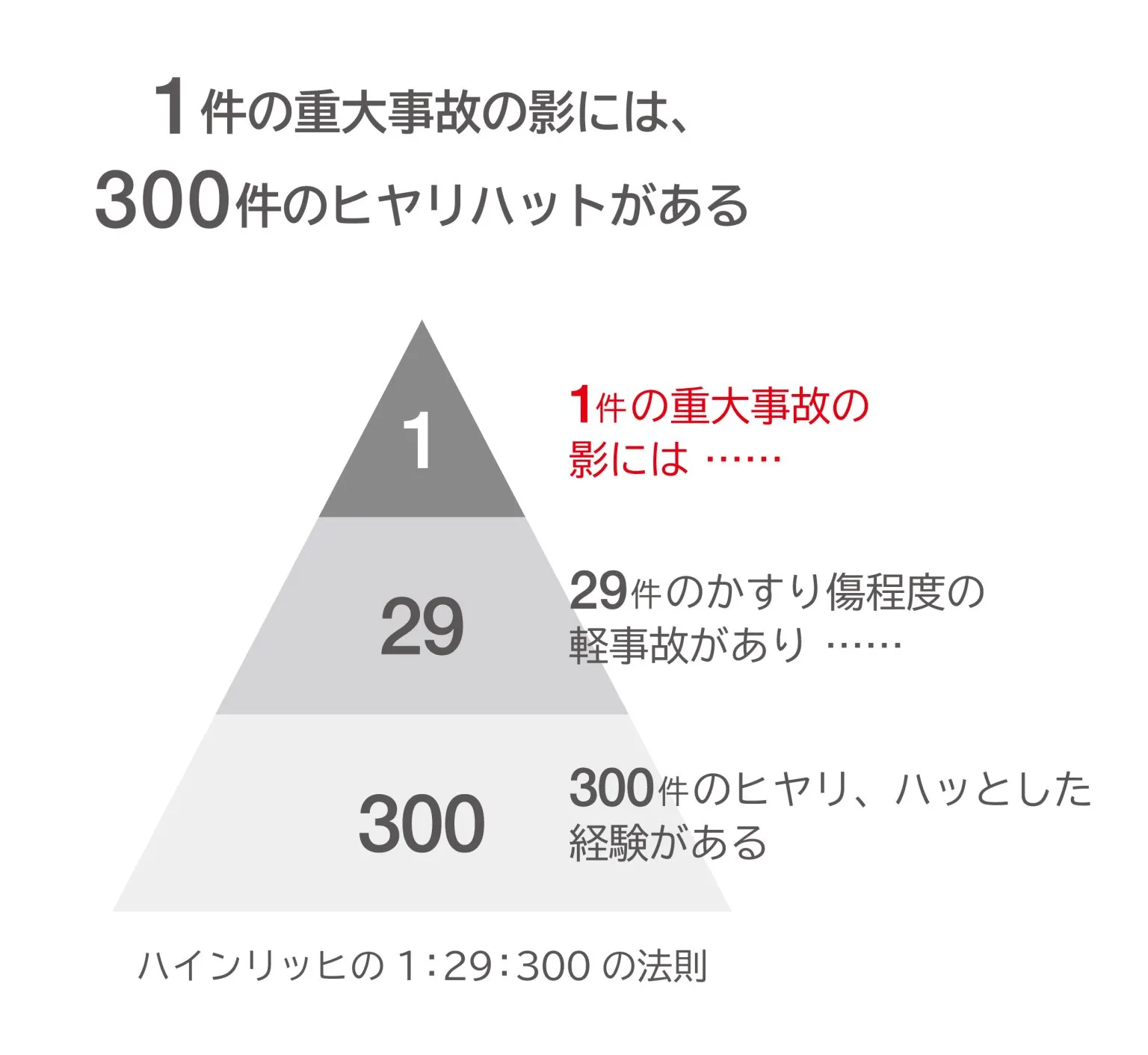
安全管理には「スイス・チーズモデル(※)」という概念があります。一つ一つの対策(チーズのスライス)には穴があっても、それらを何層にも重ねることで、致命的な事故という「光」が通り抜けるのを防ぐという考え方です。

※スイス・チーズモデルとは、
重大な事故や製品の不良が、単独のミスではなく複数の小さなミスや不備が重なり合った時に発生するという考え方を視覚的に表したモデル
しかし、逆を言えば、どこか一つの層で3Hを検知し、食い止めることができれば、最悪の事態(品質不良品の流出・クレーム発生)は防げるのです。
貴社の現場で今日起きている「いつもと違うこと」。それは本当に把握されていますか? それとも、誰かの「不注意」という言葉の裏に、サイレントリスクとして隠されてはいませんか?

アドガワエレクトロニクスでは、基板実装やユニット組立の全工程において、3H×4Mに基づく徹底した変化点管理を実践します。製造委託における品質保証体制の構築や、具体的な改善事例について詳しく知りたい方は、お気軽にご相談ください。
・試作から量産への移行でトラブルが多い
・委託先(基板実装会社)との意思疎通に時間がかかる
その結果、製造コストが膨らむ
アドガワエレクトロニクスがまとめた「技術ハンドブック」には、基板設計・実装におけるコストダウン事例や品質向上のノウハウを多数掲載。量産を前提とした試作の進め方や、VE提案による改善事例もご紹介しています。
・量産時の失敗コストを削減
・製品価値を高める改善提案のヒントを獲得
・基板実装 委託先選定の判断材料 といった実践的な事例を掲載しています。
技術ハンドブックを、製品開発の加速とコスト競争力強化に、ぜひお役立てください。ダウンロードは、⇒ 特設サイトから
関西・近畿を拠点に、プリント基板・電子部品調達〜基板実装(表面実装〔SMT〕、挿入実装〔THT〕)、コーティング、エージング試験、電気機械器具組立までを一貫提案するアドガワエレクトロニクスです。
このブログでは、「モノづくりから、ものがたりへ」をコンセプトに、製造工程における「技術」と「人」にフォーカスします。品質教育やベテランから若手への技術承継、そして私たちの日常と社内文化をお届けします。
⇒ 会社概要 :
https://www.adogawa.co.jp/company/
⇒ 表面実装サービス紹介 :
https://www.adogawa.co.jp/mounting/serface/
⇒ 最新記事一覧 :
https://www.adogawa.co.jp/blog
⇒ お問い合わせ :
https://www.adogawa.co.jp/inquiry/
当社の雰囲気、社内文化をより身近に感じていただけるよう、ソーシャルメディアでも日々の様子を発信しています。よろしければ、私たちの日常を少しだけ覗いてみてください。


日々の取り組みを取材し、発信していて強く感じるのは、「顧客満足(CS)」を語る前に、「従業員満足(ES)」が不可欠であるということです。

従業員が自分の仕事に誇りとやりがいを持って働いてはじめて、高品質な製品・サービスが生まれ、結果として顧客満足につながります。

電子部品の調達から、基板実装(表面・挿入)、コーティング、電気機械器具の組立まで。当社の強みである一貫体制の概要をまとめています。安定品質と効率化を支えるパートナー選定のためにご活用ください。

担当者から御社に最適なご提案をさせていただきます。