絶縁設計の「見えない境界線」。沿面距離と空間距離を理解するための5つのポイント
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

こんにちは。アドガワエレクトロニクスの公式ブログへようこそ。
本記事は、基板設計における目視できないリスクである漏洩電流を防ぎ、製品の安全性確保と基板の小型化を両立するための5つの設計ポイントを解説したテクニカルガイドです。
プリント基板の回路を設計する際、エンジニアは常に「リーク電流」(漏れ電流、漏洩電流)という、目視で確認できないリスクに細心の注意を払っています。リーク電流は、電子回路上で、絶縁されているはずの箇所や経路に漏れ出した電流のことです。
回路シミュレーションや試作段階で正常に動作していても、物理的な絶縁設計に不備があれば、実環境での高電圧(サージ電圧)の印加や結露などによって絶縁破壊(ブレークダウン)が発生します。その結果、製品の物理的破損や、火災・感電といった重大な事故を招くリスクがあります。
このリスクを回避し、安全性と基板の小型化を両立させる鍵となるのが、「沿面距離(Creepage)」と「空間距離(Clearance)」の適切な確保です。本記事では、確実な基板実装を行う立場から、部品の実装公差や異物混入といった製造現場の実態(リスク)を踏まえ、基板設計を最適化するための5つのポイントを解説します。
目次
絶縁設計における基本概念として、2つの導電部を隔てる物理的な距離である「沿面距離」と「空間距離」が定義されています。両者の決定的な違いは、想定される放電や漏れ電流の経路が「固体絶縁物の表面」か「空気中」かという、介在する媒体の種類にあります。
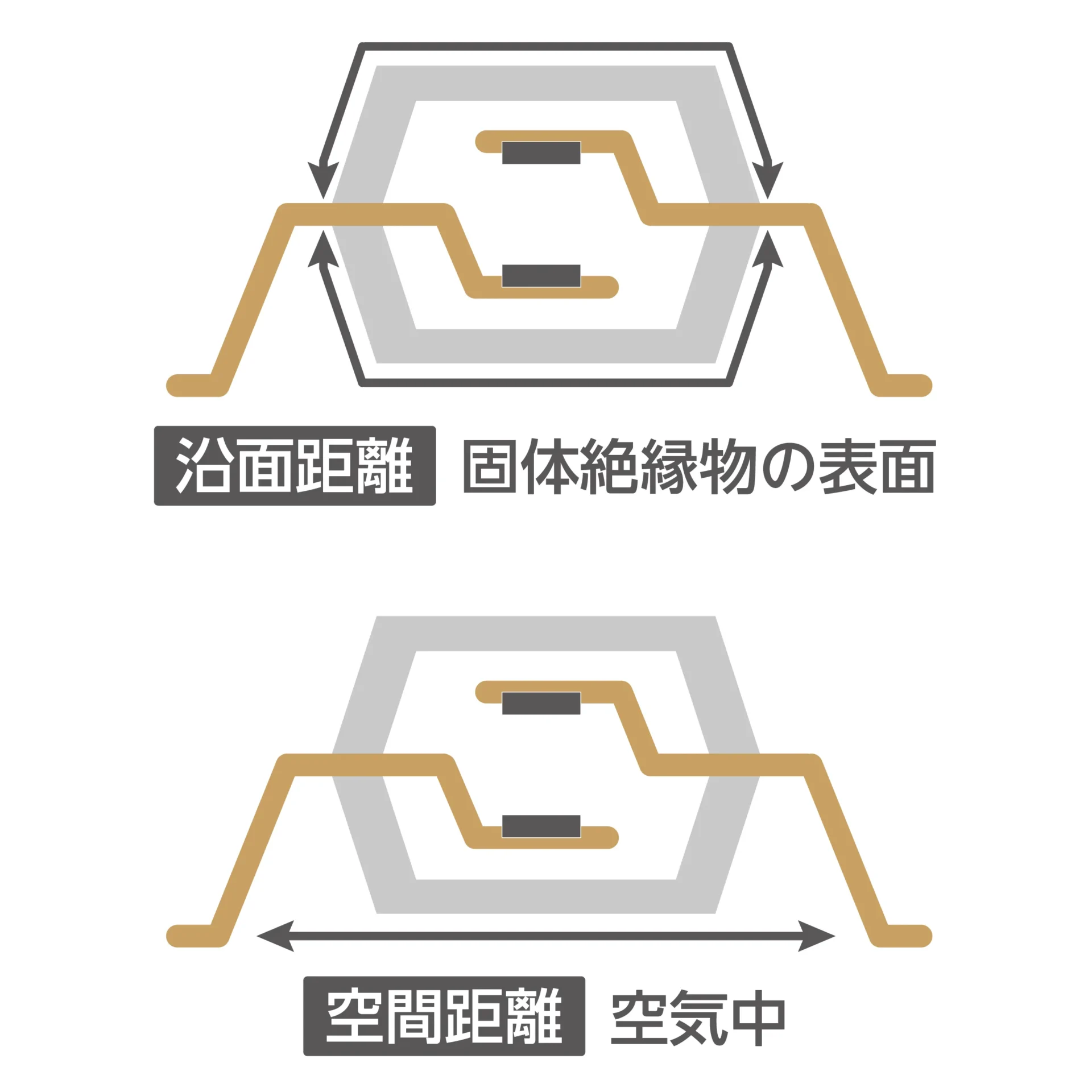
絶縁バリアで隔てられた2つの導電性電極間における、固体絶縁物の表面に沿った最短距離。
漏れ電流は、固体絶縁物の表面(Insulating Surface)を伝って流れる性質があります。沿面距離とは、この絶縁物表面の汚れ(塵埃)や結露(水分)によって引き起こされる、経時的な(時間の経過に伴う)「トラッキング現象(漏電ルートの形成)」による故障を防ぐために必要な距離のことです。
絶縁バリアで隔てられた2つの導電性電極間における、空間(空気中)での最短距離。
空間距離とは、空気中を最短直線距離で発生する放電を防ぐための設計基準です。瞬間的な高電圧(サージ電圧)が印加された際、空気の絶縁性能が限界を超えて発生する「気中放電(火花放電)」を直接防止することを目的としています。
これらの沿面、空間距離を確保することは、推奨事項ではなく、製品設計における妥協の許されない「必須の安全要件」です。もし設計距離が不十分な場合、部品のパッケージ表面や空気中で絶縁破壊(ブレークダウン)が発生し、電気的故障やアーク放電といった致命的なトラブルを引き起こします。
基板の小型化と安全性を両立させるためには、放電経路の特性(表面か空間か)に応じた立体的な設計(スリットの追加や部品配置の調整)を個別に積み重ねる必要があります。

絶縁に必要な距離は、単に「電圧の高さ」だけで決まるのではありません。設計上重要となるのが、「動作電圧」の定義と、材料の耐トラッキング性を示す「CTI(比較トラッキング指数)」です。
定格状態、または任意の正常な動作状態において、絶縁部に加わる可能性のある最高実効値電圧(Vrms)または最高直流電圧。
塵埃や結露(水分)などの汚れ(汚染)が存在する環境下で、固体絶縁材料の表面に導電性の炭化路(トラック)を形成させずに印加できる最大電圧(V)。材料はこのCTI値に基づき、グループ Ⅰ(600 ≦ CTI)からグループ Ⅲb(100 ≦ CTI < 175)までの4つのグループ(Ⅰ、Ⅱ、Ⅲa、Ⅲb)に分類されます。
CTI値による成形材料の区分(IEC 60664-1)
▽ グループ Ⅰ(最も優れている):
600 ≦ CTI(CTIが600以上)
▽ グループ Ⅱ:
400 ≦ CTI < 600(CTIが400以上600未満)
▽ グループ Ⅲa:
175 ≦ CTI < 400(CTIが175以上400未満)
▽ グループ Ⅲb:
100 ≦ CTI < 175(CTIが100以上175未満)
高いCTI(比較トラッキング指数)を持つ基材(材料グループI)の採用は、国際安全規格(IEC 60664-1)が求める安全性を確保したまま、実装スペースを省スペース化するための有効な解決策となります。
それは、耐トラッキング性に優れた材料は表面漏電(トラッキング現象)を起こしにくいため、規格上、回路間の「最小沿面距離」を短縮した小型化設計が許容されるからです。
具体的な設計例として、「動作電圧 400Vrms、汚染度2」の環境下で、最も信頼性の高い「強化絶縁」(※)を確保する場合を想定します。強化絶縁を満たすには、ベースとなる「基礎絶縁」の2倍の距離を確保する必要(国際安全規格「IEC 60664-1」)がありますが、選択する基材によって以下のように結果が分かれます。
※ 強化絶縁
単一の絶縁構造で二重絶縁と同等以上の感電保護性能を持つ絶縁。二重絶縁は、「基礎絶縁 + 付加絶縁」を組み合わせた2層構造の絶縁。
▽ 材料グループ Ⅰ(CTI 600以上)の基材を選択した場合
規格表が定める基礎絶縁の基準値は「2.0mm」です。強化絶縁としてその2倍の安全率を適用するため、必要な最小沿面距離は「4.0mm」です。
▽ 材料グループ Ⅲb(CTI 100以上175未満)の基材を選択した場合
材料の漏電リスクが高いため、基礎絶縁の時点で「4.0mm」の距離が要求されます。同様に2倍の安全率を適用すると、最終的に必要な距離は「8.0mm」へと肥大化します。
したがって、安価な材料グループ Ⅲbから高品質な材料グループIへ基材を変更することは、安全基準をクリアしながらも必要距離を8.0mmから4.0mmへと「50%削減」できることを意味します。材料選択の最適化は、回路の安全性を維持したまま基板を小型化・高密度化するための、実務上インパクトの大きい設計アプローチです。
製品が「どこで使用されるか」という動作環境の条件は、物理法則に基づき、要求される絶縁距離を決定する重要因子です。
高地では気圧が下がり空気が希薄化するため、空気の絶縁耐力が低下し、気中放電が発生しやすくなります。そのため、標高2000mを超える環境で使用する場合は、IEC 60664-1に基づいた補正が必要です。標高2000mの補正係数が「1倍」に対して、標高5000mでは補正係数が「1.48倍」となり、平地よりも長い空間距離を確保しなければなりません。
固体絶縁物表面の汚損状態(汚染度1〜4)によって、必要な最小沿面距離が増加します。一般的な家庭・オフィス環境では「汚染度2」が基準となりますが、工場の製造ラインなどの産業環境では「汚染度3」が適用され、より厳しい制約が課されます。

▽ 汚染度2
非導電性の汚染だけが発生する。ただし、結露によって一時的に導電性になり得る環境(例:家庭、オフィス、研究所など)
▽ 汚染度3
導電性の汚染が発生する。または乾燥した非導電性の汚染が発生し、これが結露によって導電性になり得る環境(例:一般的な工場、プラントなどの産業環境)
設計の初期段階で、最終製品が曝される「最大標高」と「汚染度」を明確に定義することは、手戻りを防ぎ最適設計を行うための必須条件です。
基板面積の制約により、規定の絶縁距離を確保できない場合、設計実務では以下のような手法を用いて解決を図ります。
PWB(プリント配線板:部品が取り付けられていない状態の基板。Printed Wiring Board)にスリット(溝)を設けることは、固体絶縁物の表面経路を物理的に迂回させ、限られた実装スペースで必要な沿面距離を延長するための極めて有効な設計手法です。
それは、スリットによって直線の表面経路を物理的に分断すると、漏電経路(沿面距離)が、溝の壁面に沿って「下りて、横切って、上がる」という立体的な形状に変化するためです。これにより、PWB上の平面的な直線距離が短くても、規格の要求を満たす実質的な絶縁距離を作り出せます。
スリット設計における2つの必須要件
▽ 1. 適用規格に応じたスリット幅(溝幅)の確保
規格上、溝が狭すぎると塵埃(じんあい)の堆積や結露によって絶縁効果を失うとみなされます。例えば、オーディオ・ビデオ、情報及び通信技術機器規格である「IEC 62368-1」を適用する場合、沿面距離として有効に機能させるには、環境(汚染度)に応じて以下の最小スリット幅(X値)が必要です。
・汚染度2の環境:0.5mm 以上
・汚染度3の環境:1.0mm 以上
※機器全体の基本規格である「IEC 60664-1」を適用する場合は、汚染度2の環境なら1.0mm以上、汚染度3の環境なら1.5mm以上が必要となり、製品が準拠すべき規格による数値の確認が必須です。
▽ 2. 境界(エッジ)付近のパターンレイアウト規制
製造公差によるズレや、スリット端面からの不測の放電を防ぐ必要があります。そのため、スリットの境界(エッジ)付近には、ビア、パッド、および銅箔パターンを配置しないよう、あらかじめパターン設計ルール(DRC、Design Rule Check)で十分なクリアランス(逃げ量、遊び)を制限・確保しなければなりません。
したがって、スリット加工は基板の小型化における強力な武器となりますが、その設計にあたっては「対象製品の適用規格が求める最小溝幅」を把握し、製造公差を織り込んだクリアランス設計を厳格に行うことが、最終的な製品の安全性を確実にするために不可欠です。
基板全体または特定の導電部を樹脂で封止またはコーティングすることにより、導体周囲の局所的な環境を「汚染度1」と同等の保護状態に引き下げることが可能です。これにより、要求される絶縁距離そのものを短縮できます。
▽ トレードオフ
これらの手法は追加の加工工程と製造コストが発生します。そのため、トータルコストの観点からは、あらかじめパッケージ単体で高いCTI性能と十分なパッケージ沿面距離を持つ「広沿面・高絶縁タイプのIC(パッケージ)」を選定し、加工費を抑えるアプローチと比較検討することが重要です。
▽ コーティングによる距離短縮のご相談
絶縁保護コーティングによる距離短縮は、基板の省スペース化に極めて有効な手法ですが、均一な膜厚の確保、気泡(バブル)の排除、最適なコーティング樹脂選定など、製造プロセスにおける技術的なハードルが存在し、クリアするにはノウハウが必要です。


当社では、設計の初期段階、試作前から「コーティング適用による絶縁距離の短縮」に関する技術相談、および仕様・トータルコストに応じた最適な工法提案を承っています。コストとサイズを天秤にかけた最適な仕様(解決策)を、ご一緒に検討させていただきます。

絶縁設計の出発点は、対象の製品に適用される安全規格(IEC規格など)が求める絶縁の「レベル」を正しく特定することにあります。規格では主に以下のレベルが定義されています。
▽ 機能絶縁(Functional Insulation)
機器を正常に動作させるために最低限必要な絶縁。感電に対する保護機能は持ちません。
▽ 基礎絶縁(Basic Insulation)
感電に対する基本的な保護を行うための単一の絶縁。
▽ 二重絶縁(Double Insulation)
基礎絶縁に、それが万一故障した際のバックアップとなる「付加絶縁」を組み合わせた2層構造の絶縁。
▽ 強化絶縁(Reinforced Insulation)
単一の絶縁構造でありながら、二重絶縁と同等以上の感電保護性能を持つ絶縁。
商用電源などの危険活電部と、ユーザーが直接触れる接触可能部を分離する場合、製品の「保護クラス(アースの有無)」によって、要求される絶縁構造が明確に異なります。
▽ クラス Ⅰ機器(保護接地ありの仕様)
基礎絶縁を施した上で、金属製の接触可能部をアースに接続します。万一の絶縁破壊時には電流をアースへ逃がす構造のため、原則として強化絶縁の採用は必須ではありません。
▽ クラス Ⅱ機器(保護接地なしの仕様)
アースによる保護構造を持たないため、危険活電部と接触可能部の間に「強化絶縁」または「二重絶縁」を施すことが、安全規格上の「必須要件」となります。
なお、要求される具体的な耐電圧値(試験電圧)は、動作電圧や設置環境(過電圧カテゴリ)から導出される「定格衝撃電圧(耐サージ性)」や「一時的過電圧」に基づいて、適用規格ごとに個別に算出されます。どの保護クラスを採用し、どのレベルの絶縁構造が必要かを設計の初期段階で確定させることが、手戻りのない設計の第一歩です。
基板の絶縁設計を成功させるためには、「動作電圧」「環境条件(標高・汚染度)」「材料グループ」という3つの要素を、設計、試作の初期段階で厳密に特定することが不可欠です。これらを総合的に判断し、適切な絶縁構造(レベル)に応じた「空間距離」と「沿面距離」を正しく算出して確保することで、初めて製品の安全性と長期的な信頼性(耐久性)を高めることが可能になります。
しかし、実務においては、基板面積の厳しい制約により、計算上の要求距離を物理的に確保できない困難な局面に直面することが多々あります。
このような「基板サイズを変えずに絶縁距離を稼ぐ」という課題に対し、極めて有効なブレイクスルーとなるのが絶縁保護コーティングです。局所的な環境を「汚染度1」へと引き下げることで、安全性を担保したまま、要求される設計距離そのものを短縮することが可能となります。
当社では、この絶縁保護コーティングによる距離短縮において、以下のプロセスを通じてお客様の設計・製造をサポートいたします。
規格(JIS C 60664-3等)に準拠した、コーティング適用時における「最小絶縁距離」の算出、およびパターンレイアウトの検証
絶縁性能を担保するための、気泡(バブル)を排除した「均一な膜厚の形成」、および最適なコーティング樹脂の選定
当社では常に、最新のIEC / JISガイドラインに準拠した客観的な根拠に基づく設計プロセスを基本としています。安全規格の要求を満たしつつ、手戻りのない最適な基板の省スペース化を実現するために、設計、試作の初期段階からぜひ当社のノウハウと製造技術をご活用ください。
最後までお読みいただきありがとうございます。
私たちが教育研修や環境改善の発信を続けるのは、それらがすべて「お客様へお届けする製品の安定性」に直結すると考えているからです。一見、製造とは直接関係のないように見える日々の対話や5S活動のひとつひとつが不具合を防ぎ、納期を守り、そして付加価値の高い提案を生む土壌となります。
「モノづくりから、ものがたりへ」。お客様の大切な設計思想を形にするパートナーとして、私たちはこれからも現場の「人」と「技術」を磨き続けてまいります。実装に関するお悩みや、具体的な改善事例をお探しの方は、ぜひお気軽に「技術ハンドブック」のダウンロード、またはお問い合わせフォームよりご相談ください。

・試作から量産への移行でトラブルが多い
・委託先(基板実装会社)との意思疎通に時間がかかる
その結果、製造コストが膨らむ
アドガワエレクトロニクスがまとめた「技術ハンドブック」には、基板設計・実装におけるコストダウン事例や品質向上のノウハウを多数掲載。量産を前提とした試作の進め方や、VE提案による改善事例もご紹介しています。
・量産時の失敗コストを削減
・製品価値を高める改善提案のヒントを獲得
・基板実装 委託先選定の判断材料 といった実践的な事例を掲載しています。
技術ハンドブックを、製品開発の加速とコスト競争力強化に、ぜひお役立てください。ダウンロードは、⇒ 特設サイトから
関西・近畿を拠点に、プリント基板・電子部品調達〜基板実装(表面実装〔SMT〕、挿入実装〔THT〕)、コーティング、エージング試験、電気機械器具組立までを一貫提案するアドガワエレクトロニクスです。
このブログでは、「モノづくりから、ものがたりへ」をコンセプトに、製造工程における「技術」と「人」にフォーカスします。品質教育やベテランから若手への技術承継、そして私たちの日常と社内文化をお届けします。
⇒ 会社概要 :
https://www.adogawa.co.jp/company/
⇒ 表面実装サービス紹介 :
https://www.adogawa.co.jp/mounting/serface/
⇒ 最新記事一覧 :
https://www.adogawa.co.jp/blog
⇒ お問い合わせ :
https://www.adogawa.co.jp/inquiry/
当社の雰囲気、社内文化をより身近に感じていただけるよう、ソーシャルメディアでも日々の様子を発信しています。よろしければ、私たちの日常を少しだけ覗いてみてください。


日々の取り組みを取材し、発信していて強く感じるのは、「顧客満足(CS)」を語る前に、「従業員満足(ES)」が不可欠であるということです。

従業員が自分の仕事に誇りとやりがいを持って働いてはじめて、高品質な製品・サービスが生まれ、結果として顧客満足につながると確信しています。

担当者から御社に最適なご提案をさせていただきます。