アドガワエレクトロニクス|4月[後半]SNS活動|教育・品質・労働環境改善への取り組み
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

こんにちは。アドガワエレクトロニクスの公式ブログへようこそ。
基板実装やユニット組立の外部委託を検討する際、ISO認証や導入設備といったカタログスペックだけでは、従業員の規律や品質への取り組みまでは見えにくいものです。委託側にとっての最大の懸念は、数値化しにくい「現場の思考プロセスの深さ」ではないでしょうか。
本記事は、4月後半にSNSで発信した現場の改善活動や品質管理の思考プロセスを凝縮したダイジェストです。製造現場の日常に潜む「気づき」を、いかにして再現性のある品質保証体系へと結びつけているのか。その一端を、以下の具体的な運用事例を交えてご紹介します。
▼ 本記事の主な内容
▽ 全体最適を実現する制約理論(TOC、Theory of Constraints)
ライン全体の産出量を決める「ボトルネック」を特定し、リソースを集中投下することで工場の生産能力を底上げする具体的な管理手法。
▽ 顧客の「隠れた都合」を捉えるWin-Winの設計術
夜間内覧会の事例から学ぶ、相手の生活実感や不都合を先回りして満たし、提案時のミスマッチを防ぐ信頼構築の論理。
▽ 数字を景色に変える「パートナーナンバー」の活用
統計的な数字を単なる記号として終わらせず、現場の状況を直感的に把握するための数値解像度の高め方。
▽ リード端子の「キンク形状」に見る機能美と品質
部品の曲げ加工一つに込められた、物理的な負荷分散と実装不良ゼロを実現するための論理的な設計意図。
単なる作業の積み重ねではなく、一つひとつの工程に「なぜそれが必要か」という因果関係を明確に持たせる当社の姿勢を、品質の根拠をぜひご覧ください。
目次
基板実装・電気機械器具組立のアドガワエレクトロニクス
@adogawa_e
・
4月20日
製造ライン全体の産出量は、連鎖する工程の中で最も処理能力が低い「ボトルネック(制約)」の能力で決まります。
どれほど他の工程の処理能力が高くても、全体の成果は制約工程の限界値を超えられません。生産性を語る上で、この原則を無視して部分改善を繰り返しても、全体の利益には繋がりません。
ボトルネック以外の速度を上げても、出荷量は増えません。前の工程を早めれば仕掛品が積み上がり、管理コストやスペースを圧迫します。後の工程を早めれば、材料が届かず手待ち時間が発生するだけです。部分最適は全体に悪影響を及ぼすため、まずは制約工程を見極めることが改善の第一歩です。

繁忙期を乗り切るには、制約工程の稼働時間を物理的に増やすのが確実な手法です。
現在、始業前の1時間(早番)をこの工程に充てています。それは、制約工程の能力向上が工場全体の生産能力を1時間分底上げする手段だからです。リソースを集中投下すべき場所を間違えないことが、生産管理の要諦です。

この制約理論を学ぶには、『ザ・ゴール』が最適です。全体最適のマネジメントから問題解決の思考プロセス、デジタルトランスフォーメーション(DX)、在庫管理まで。コミック版も展開されており、学びのきっかけとして、また現場に即した再現性の高い知識習得が期待できます。
基板実装・電気機械器具組立のアドガワエレクトロニクス
@adogawa_e
・
4月20日
相手の「都合」はいわば、相手の「需要」でもあります。
仕事相手(お客様)と本当のウィンウィン(Win-Win)の関係になるためには、相手のWinをまず考えてから、そのなかで自分(自社)のWinをつくるのが大事です。それができれば、相手とのミスマッチも解消できるかもしれません。
市内のリフォーム会社が築50年の木造戸建て住宅のフルリノベーションを終えて内覧会を予定しています。内覧会といえば昼間に行われますが、今回は「17時〜20時」の夜間に限定したもの。私たちが家で一番長く過ごすのは夜です。だからこそ、夜の雰囲気を体感してもらうのは理にかなっています。


昼間の明るさでは白飛びする現実が、夜には見えます。一日の疲れを癒やす間接照明の温かさや、春の底冷えを防ぐ断熱性の高さ。さらには、夜の駐輪(車)場の様子を見れば、住人のマナーや治安まで推測できます。昼間の見栄えだけをアピールするより、夜の現実を見てもらうほうが誠実です。

本当のWin-Winとは、互いが妥協、譲歩するのではなく、相手(お客様)の隠れた「都合=需要」を先回りして満たしつつ、自分(自社)の利益も生み出す状態です。相手の生活実感という本当のWinを起点にサービスを設計すれば、提案時のミスマッチは確実に防ぐことができます。
基板実装・電気機械器具組立のアドガワエレクトロニクス
@adogawa_e
・
4月21日
デジタル全盛の今、そろばん(算盤)を実務で使う機会は皆無です。しかし、そろばんを習得する過程で身につけた「数字の構造を掴む力」は、データ分析が必須の現代こそ価値が増しています。

数字を単なる記号として眺めるのではなく、その数字の規模感を直感的に捉えること。この数的直感の有無が、仕事の速度と精度を左右する分岐点になります。


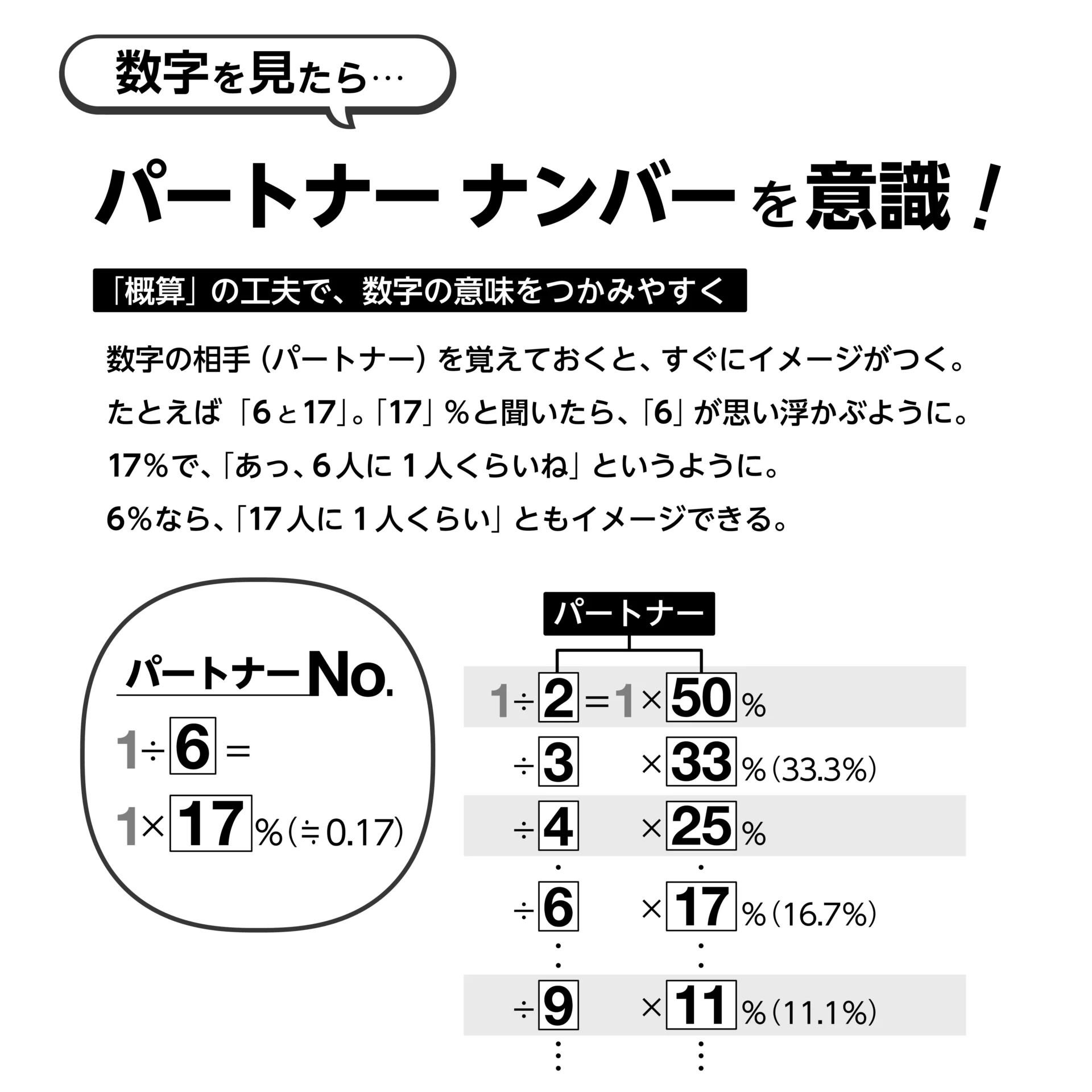
例えば、「パートナーナンバー」の活用です。17%という数字。これだけではピンときませんが、パートナーの「6」をセットで覚えると、17%なら「6人に1人」という現場の景色が見えてきます。逆に6%なら「17人に1人」。この変換を脳内で行うだけで、数字の解像度はぐっと上がります。

基板実装・電気機械器具組立のアドガワエレクトロニクス
@adogawa_e
・
4月21日
製造現場における部品や設備の形状は、単なる意匠ではありません。そこには狙った機能を実現するための因果関係、「機能美」が存在します。今回は、電子部品のリード端子に見られる「キンク(屈曲)形状」に注目します。
なぜわざわざ曲げるのか、その設計意図を解き明かすと、ものづくりに込められた試行錯誤の跡が見えます。
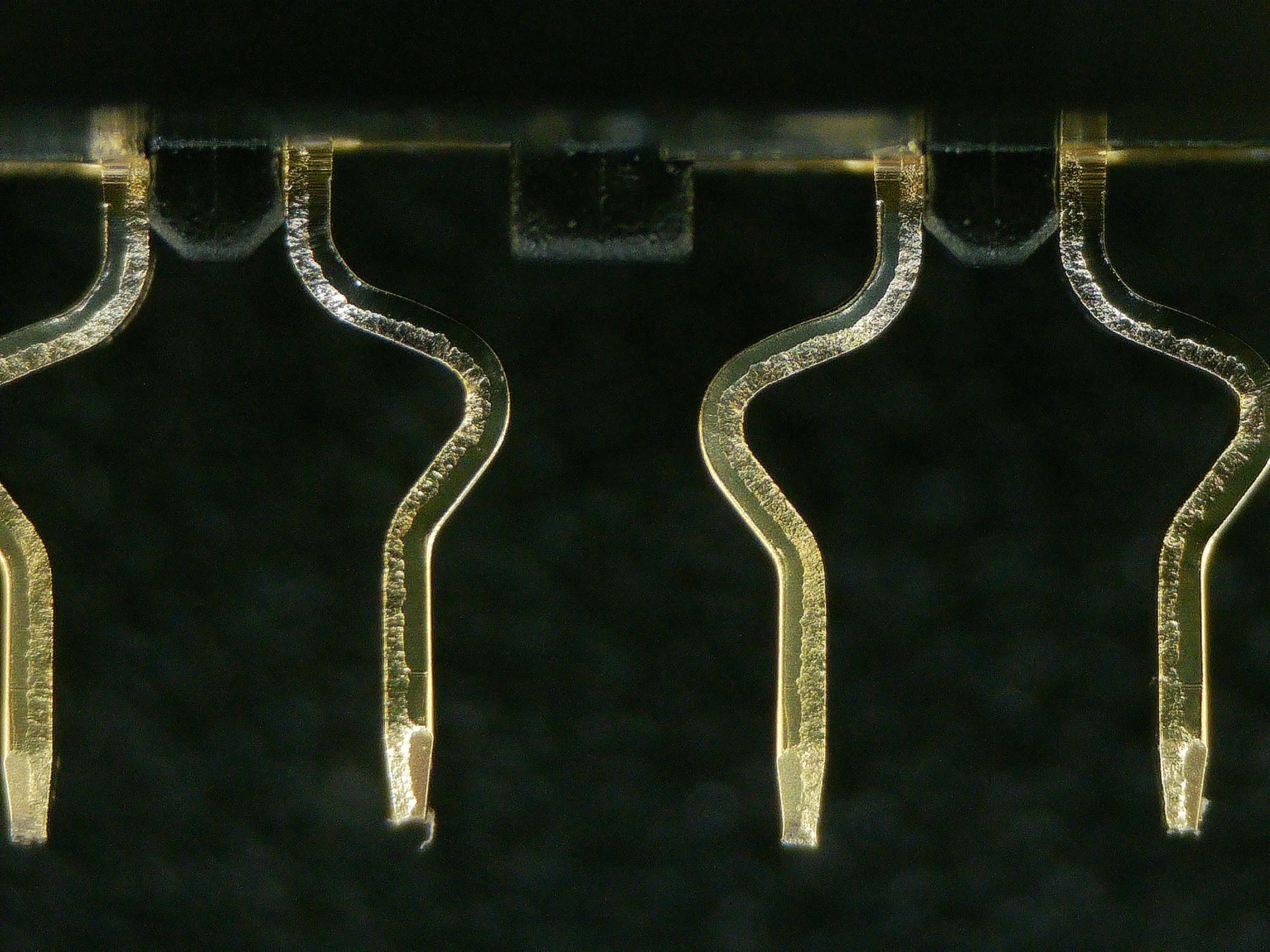
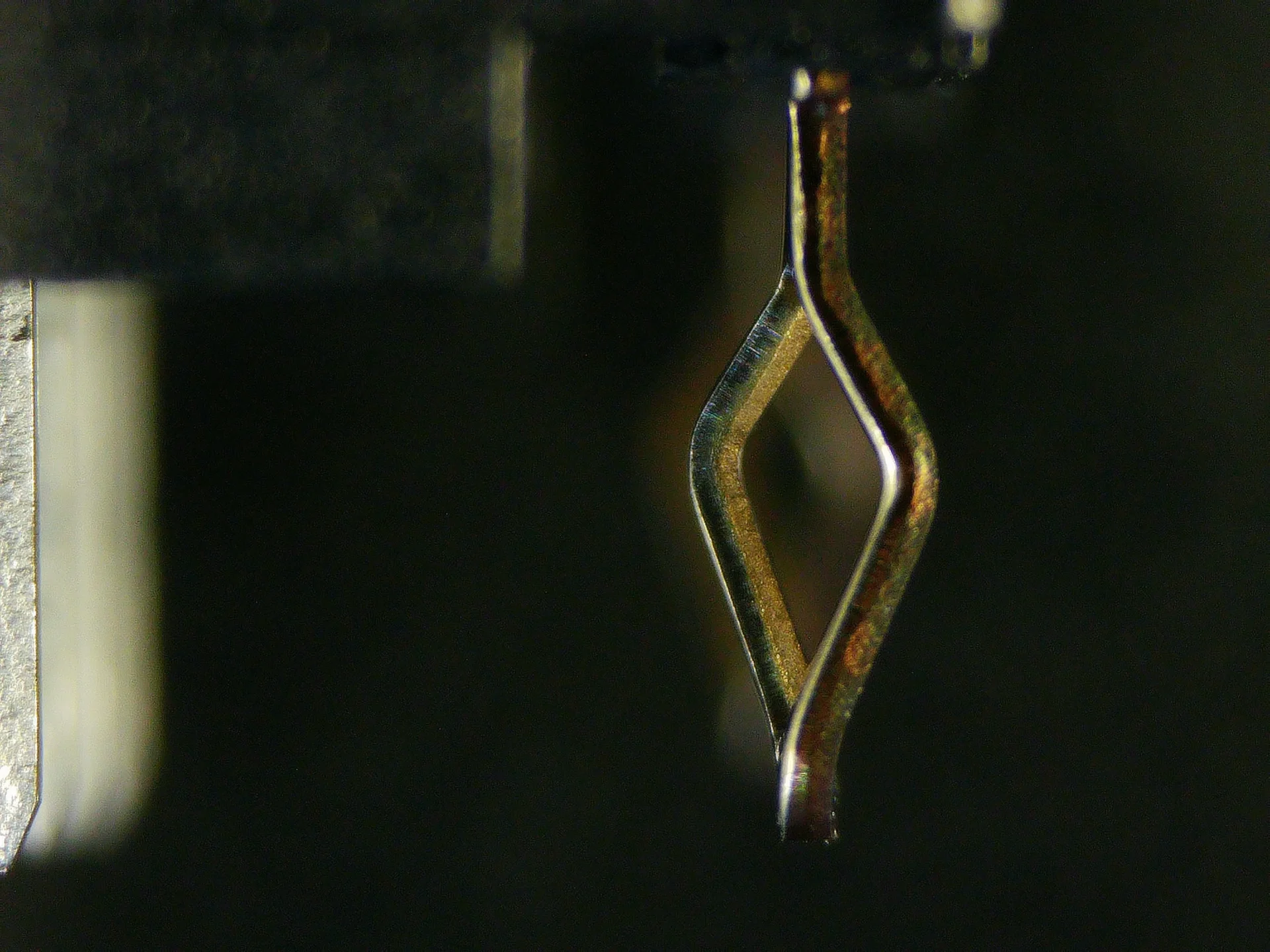
電子部品のリード端子に見られる「キンク(屈曲)形状」は、「基板への仮固定」と「はんだの流れ」という二つの役割を担います。真っ直ぐなピンでは実装中に部品が浮きますが、キンクがあれば物理的に穴の壁面に突っ張り、はんだ付けの品質が安定します。
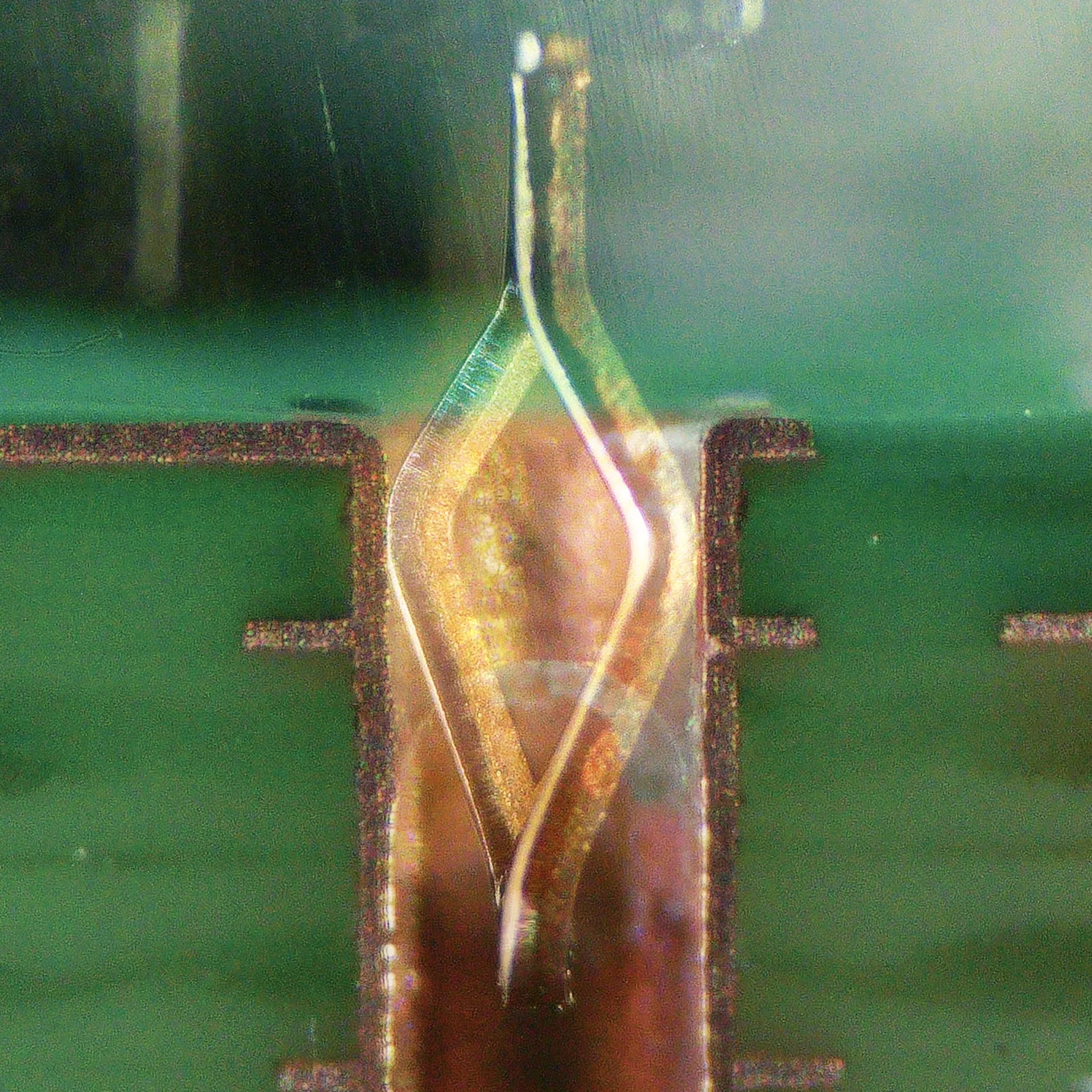
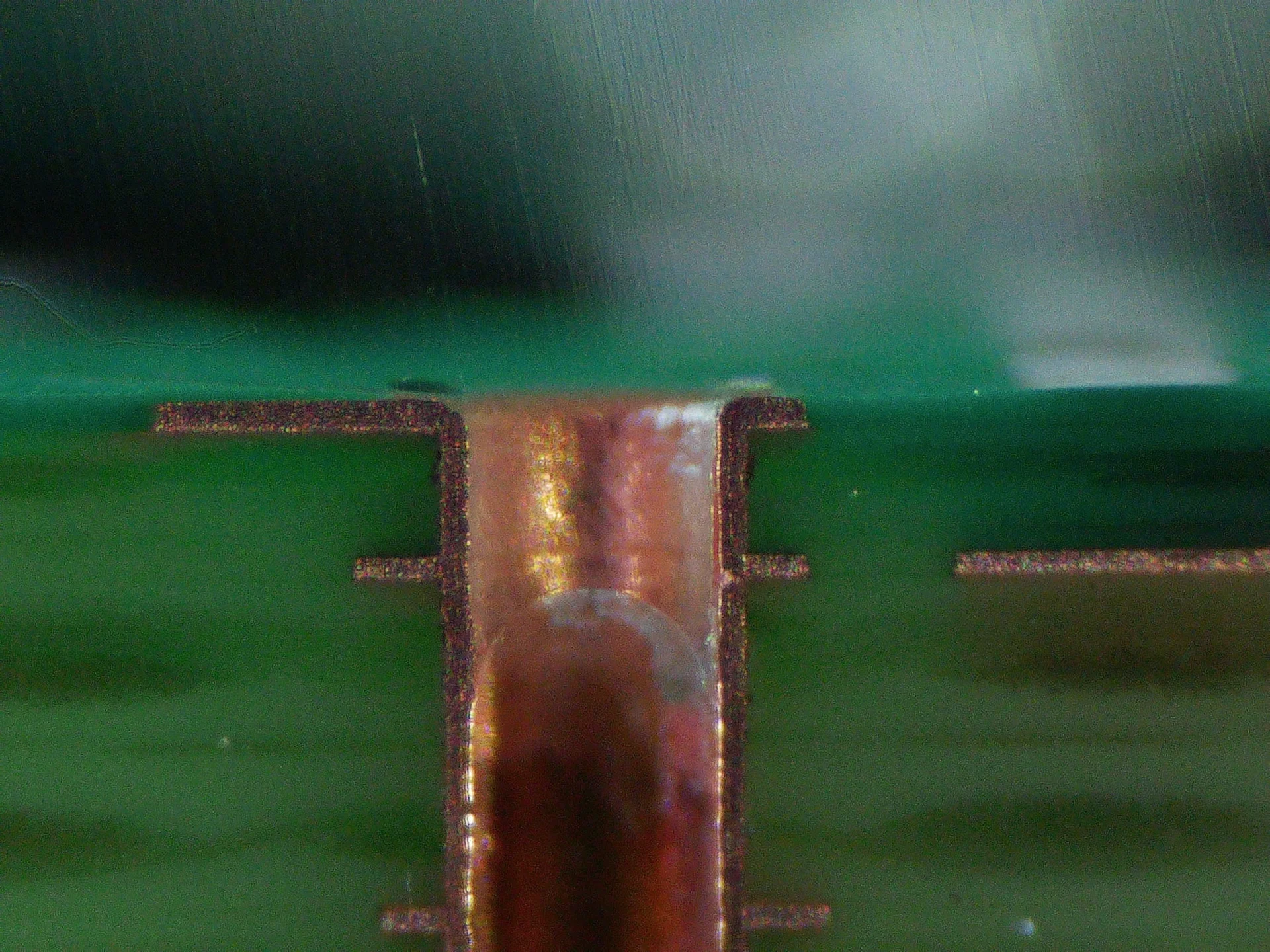
形状が品質を担保する、極めて論理的で分かりやすい因果関係です。
リードに曲げ加工を施すと、形状がバネとなり熱応力や振動を吸収します。この物理的な負荷分散構造により、実装不良を防止できます。設計意図、形状の狙いを理解すれば、日々の現場はもっと改善できるはず。ものづくりにおいて、機能と美しさは決して矛盾しません。それが再確認できる小さな技術の話です。
・機能美の論理:リード端子の「キンク形状」が実装品質と工程効率を支える理由

基板実装・電気機械器具組立のアドガワエレクトロニクス
@adogawa_e
・
4月22日
CPH(Call Per Hour)は、電話オペレーターが1時間に処理した通話件数を示す指標です。
1人あたりの習熟度やコール(問い合わせ)センター全体の運営効率を定量化するために用いられます。数値が高いほど処理能力に優れ、効率的な運営体制であると判断され、顧客対応の現場において、生産性を測るための重要な基準です。
当社のCPHは「Chip Per Hour」です。電子部品実装(SMT)におけるチップマウンターの部品搭載能力を表します。設備が1時間に処理できる部品数を示す数値であり、ラインの稼働効率を測る上で不可欠な指標です。
一般的な「CPH(Call Per Hour)」とは異なり、製造現場の生産性を定義する言葉です。
基板実装・電気機械器具組立のアドガワエレクトロニクス
@adogawa_e
・
4月24日
良い習慣を身につけるための工夫や環境づくりとは。この問いに対して私は、退勤後や休日をどう過ごすか、突き詰めると、そこに時間とお金をどうかけるかにヒントがあると感じます。
この決断の積み重ねが、視座(物事の捉え方)を作ります。凝り固まった視座の転換こそが、私にとっての良い習慣です。

当社では「視座の転換」を図る研修が充実しています。一方で会社負担の学びは、失敗のリスクを感じにくい「消費」になりがちです。
例えば、会社のお金で受講する5万円のセミナーと、自分のお金で興味のある会社へ行う1万円の出資。身銭を切った後者は、その瞬間から自分を「当事者」に変えます。

自分のお金を使った学び(自己投資)の価値は、単に知識が増えることではなく「世界の見え方」が変わることです。
これまで見向きもしなかった1行のニュースが、1本のグラフが自分事として目に、耳に飛び込んでくるようになります。まさに、視座の転換です。

会社に自身の成長を委ねるのではなく、自らの意思で視界を広げること。自らリスクを取ることで情報の感度が上がり、日常から学びを吸収する習慣が身につきます。
この視座の転換こそが、仕事はもちろん、どんな環境や立場にあっても主体的に動くための、再現性が高く確実な歩みだと考えています。

基板実装・電気機械器具組立のアドガワエレクトロニクス
@adogawa_e
・
4月29日
言葉は思考の枠組みを決めます。言葉(表現)が変わると、視点(考え方)が変わることがあります。
「消える」ペンやマーカーを自宅で使うことがあります。参考書やノートに書き込んだ文字が、専用ラバーでこすると消え、繰り返し学んだり、修正したりするときに便利です。
ただ、書き込んだ文字は実際には消えておらず、温度変化(こすった際の摩擦熱)によりインキが無色に変化し、インキの色が見えない状態です。これを、「消える」と表現しています。
言葉(表現)を変えると、視点(考え方)が変わることがあります。インキが「無色になる」と、インキが「消える」。インキが見えなくなるという結果(状態)は同じでも、「無色になる」と「消える」では、与える印象や製品用途は一変します。
言葉は思考の枠組みを決めます。製造現場の改善や製品改良の場面でも言葉(表現)選びは大切で、表現を少し変えるだけで、ひらめきにつながることがあります。



基板実装・電気機械器具組立のアドガワエレクトロニクス
@adogawa_e
・
4月30日
失敗することは日常でも仕事でも沢山あります。失敗しないとわからないこと、気がつかないこともあり、また挑戦した結果でもあります。


そのため、失敗すること自体が全て悪いことではありません。ただ、同じ失敗を繰り返すのはよくないことです。それがお客さまに迷惑をかける仕事ならなおさらです。

同じ失敗を繰り返さない方法はいくつかありますが、そのひとつが、「失敗を再現する」ことです。

失敗の再現可否は、当社のような製造業において品質管理や再発防止策の本質です。

失敗(不適合品の発生)を再現できるということは、その発生条件を管理下に置くことです。

失敗の理由を「不注意で」「忘れていた」「思い込み」といった曖昧な言葉で済ませてしまうと、不適合品発生の真因が掴めず、次も「不注意で」失敗が続きます。

不適合品の発生を、Man(人)、Machine(機械)、Material(材料)、Method(方法)の4Mで因数分解して、どの変数が影響したかを特定したり、特定した変数を意図的に再現して、同じ現象が起こるか検証したり。
製造業において、同じ失敗を繰り返さないためには、失敗が再現できるまで突き詰めることが大切です。

最後までお読みいただきありがとうございます。
私たちが教育研修や環境改善の発信を続けるのは、それらがすべて「お客様へお届けする製品の安定性」に直結すると考えているからです。一見、製造とは直接関係のないように見える日々の対話や5S活動のひとつひとつが不具合を防ぎ、納期を守り、そして付加価値の高い提案を生む土壌となります。
「モノづくりから、ものがたりへ」。お客様の大切な設計思想を形にするパートナーとして、私たちはこれからも現場の「人」と「技術」を磨き続けてまいります。実装に関するお悩みや、具体的な改善事例をお探しの方は、ぜひお気軽に「技術ハンドブック」のダウンロード、またはお問い合わせフォームよりご相談ください。

・試作から量産への移行でトラブルが多い
・委託先(基板実装会社)との意思疎通に時間がかかる
その結果、製造コストが膨らむ
アドガワエレクトロニクスがまとめた「技術ハンドブック」には、基板設計・実装におけるコストダウン事例や品質向上のノウハウを多数掲載。量産を前提とした試作の進め方や、VE提案による改善事例もご紹介しています。
・量産時の失敗コストを削減
・製品価値を高める改善提案のヒントを獲得
・基板実装 委託先選定の判断材料 といった実践的な事例を掲載しています。
技術ハンドブックを、製品開発の加速とコスト競争力強化に、ぜひお役立てください。ダウンロードは、⇒ 特設サイトから
関西・近畿を拠点に、プリント基板・電子部品調達〜基板実装(表面実装〔SMT〕、挿入実装〔THT〕)、コーティング、エージング試験、電気機械器具組立までを一貫提案するアドガワエレクトロニクスです。
このブログでは、「モノづくりから、ものがたりへ」をコンセプトに、製造工程における「技術」と「人」にフォーカスします。品質教育やベテランから若手への技術承継、そして私たちの日常と社内文化をお届けします。
⇒ 会社概要 :
https://www.adogawa.co.jp/company/
⇒ 表面実装サービス紹介 :
https://www.adogawa.co.jp/mounting/serface/
⇒ 最新記事一覧 :
https://www.adogawa.co.jp/blog
⇒ お問い合わせ :
https://www.adogawa.co.jp/inquiry/
当社の雰囲気、社内文化をより身近に感じていただけるよう、ソーシャルメディアでも日々の様子を発信しています。よろしければ、私たちの日常を少しだけ覗いてみてください。

日々の取り組みを取材し、発信していて強く感じるのは、「顧客満足(CS)」を語る前に、「従業員満足(ES)」が不可欠であるということです。

従業員が自分の仕事に誇りとやりがいを持って働いてはじめて、高品質な製品・サービスが生まれ、結果として顧客満足につながると確信しています。