品質保証レベルを左右する認識の差異。電気検査のショートを「プロセス改善の端緒」と捉える
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

こんにちは。アドガワエレクトロニクスの公式ブログへようこそ。
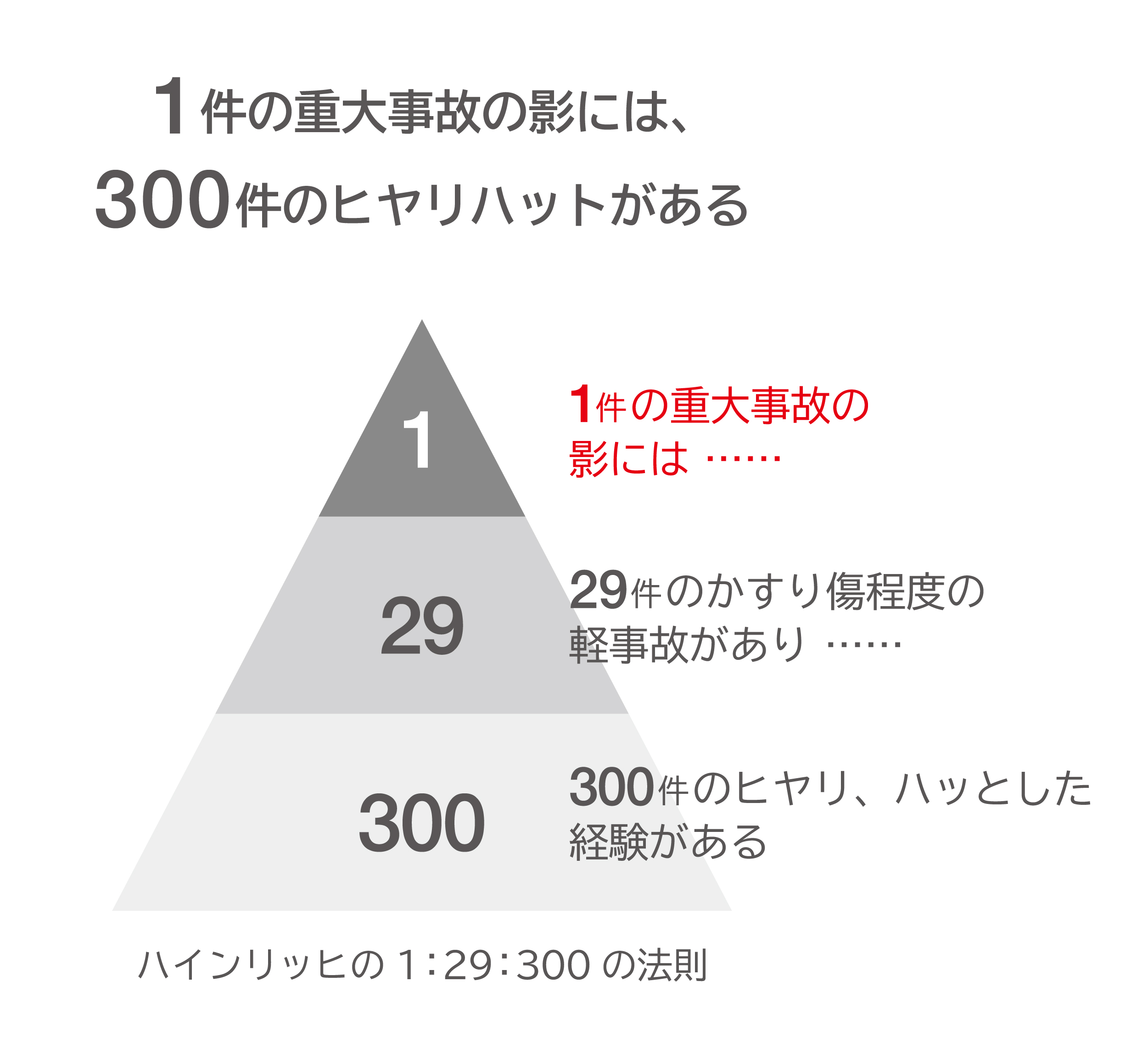
プリント基板の電気検査で発生した1件の「ショート(短絡)」NG。ピンセットで異物を取り除けば直る、単なる個別の事象でしょうか。それとも、製造プロセス全体に潜むリスクを知らせる「氷山の一角」でしょうか。
本記事では、実際の検査NG画像を起点に、不良の根本原因を掘り下げるアプローチを解説します。現象の観察から始まり、4M(人・機械・材料・方法)による網羅的な要因分析、そしてIPC-A-610などの国際基準と3H(初めて・変更・久しぶり)を掛け合わせた組織的な予防措置までを細分化しました。
発生した検査NG品を、局所的な「手直し」で済ませず、不良を起点に品質保証レベルを一段階引き上げるための実践的な思考プロセスを共有します。
目次
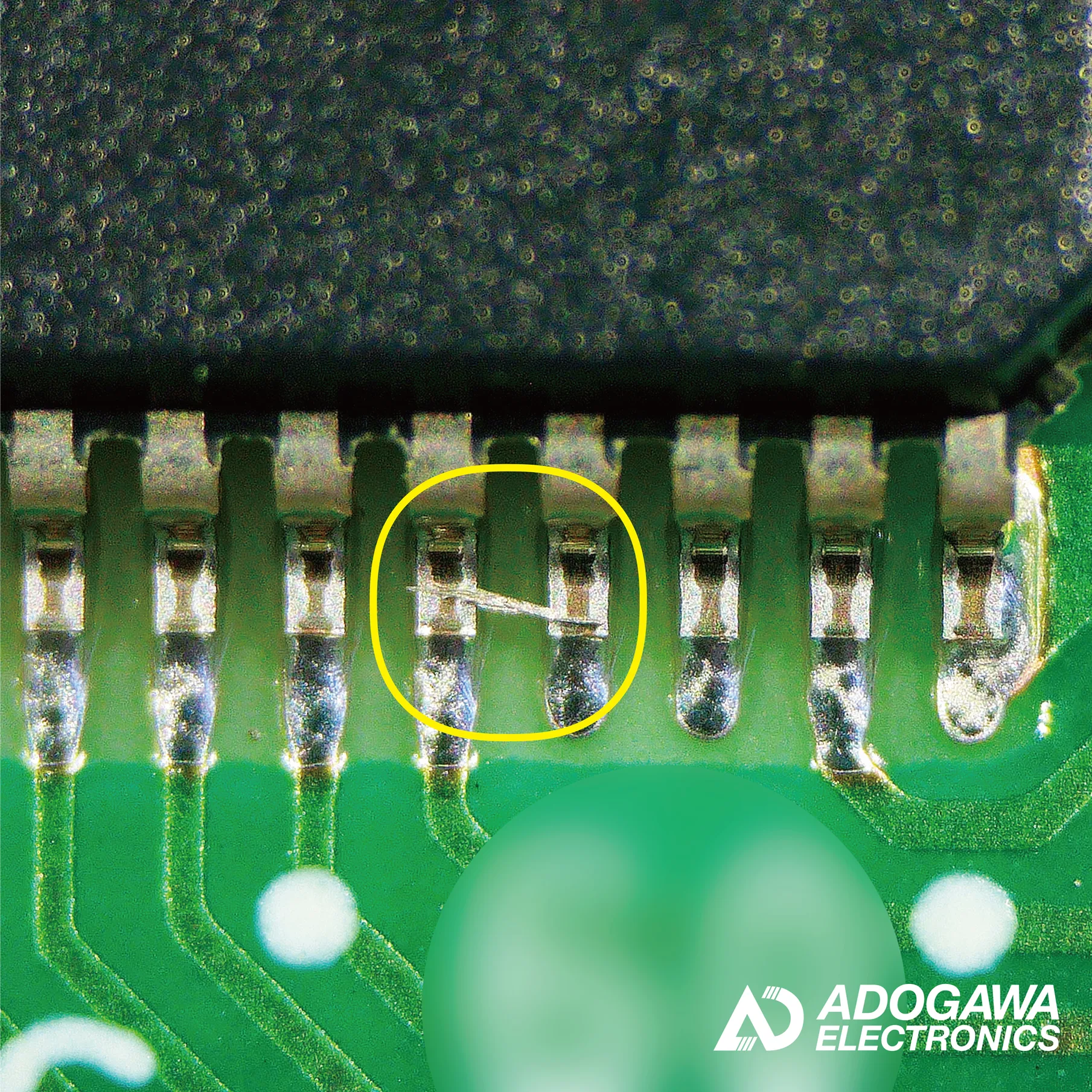
冒頭に掲載した画像からは、電気検査でNG(ショート)となった直接原因が見えます。画像中央の隣接する2つのICリード(ピン)の間に、金属光沢を持つ物質が付着しています。電気検査の結果から、この物質が導電性異物として機能し、ピン間をショート(短絡)させたことは明確です。
ただ、この画像だけでは、付着した異物の正確な材質(はんだ、スズウィスカ、リード線の削りカスなど)、および付着した具体的な工程(実装時、搬送時など)は特定できません。一方で、4Mの視点で筋道立てて分析していくと、見えるものがあります。
静電気対策用の導電性作業着や手袋に付着していた微細な金属繊維が、手作業や目視検査の過程で落下・付着した可能性。

マウンター(実装機)やはんだ槽などの製造装置内に蓄積した微小な金属カス(はんだくず)が、稼働中に基板へ落下・付着した可能性。

部品のリードや基板のパッドから削れ落ちた金属クズ、あるいはめっき成分から成長したスズウィスカ(ひげ状の結晶)である可能性。
はんだ付け時の温度プロファイルが不適切であったため、こて先が離れる際に、はんだが糸を引いた可能性、または前工程の洗浄不足により除去しきれなかった金属異物が残留した可能性。

電気検査でNGになった直接的な原因は、画像からも見えるように異物によるショートですが、根本的な原因は上記4Mのいずれかに潜む発生メカニズムにあります。
個別の事象として見れば、ピンセットでこの異物を除去して再検査すれば、この基板自体は良品として修正できるかもしれません。

しかし、一歩引いて問題の全体像を見るならば、この1件のNGは「製造プロセス全体に潜む重大な品質リスクの氷山の一角」であると捉えられます。
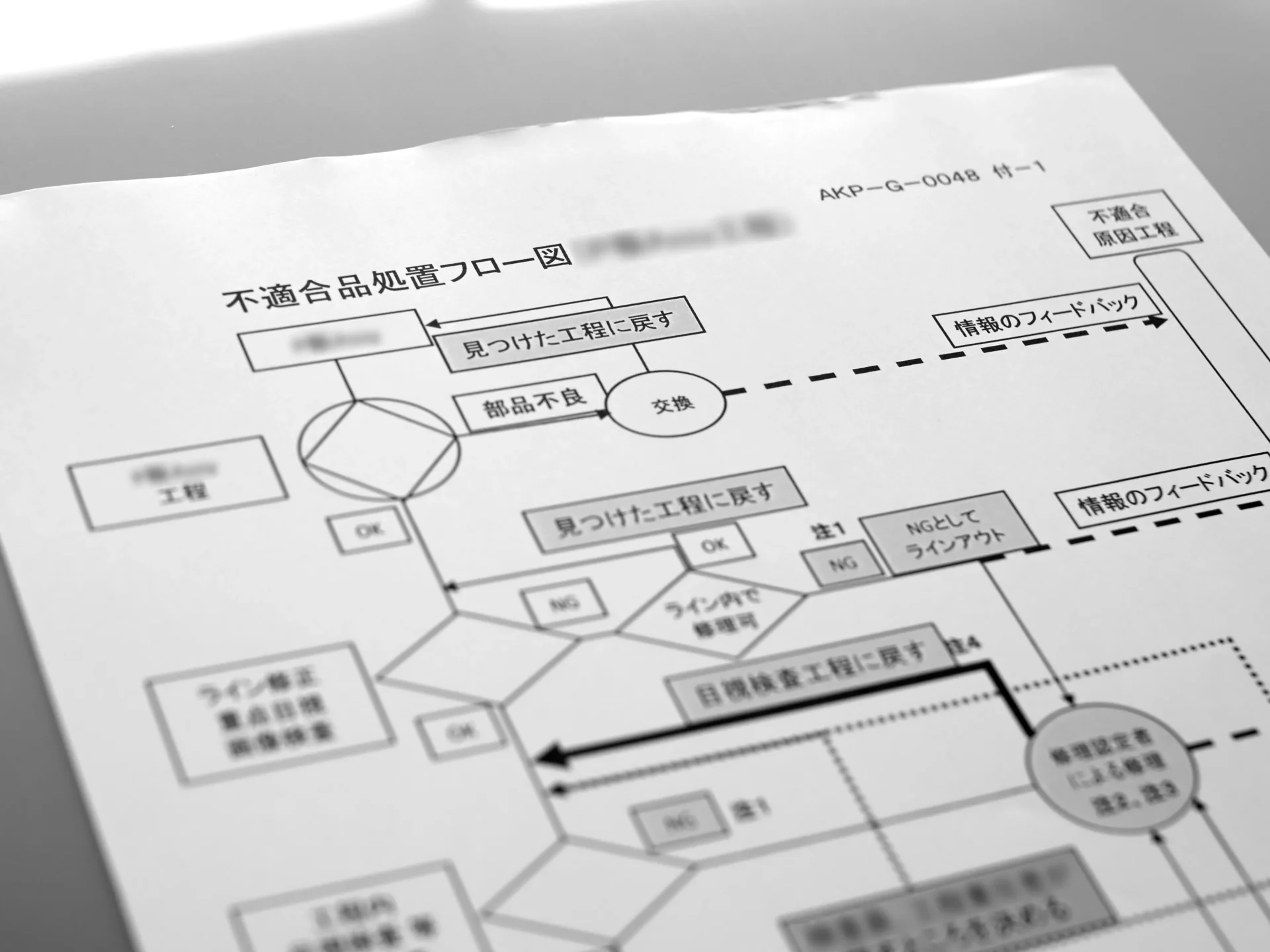
IPC-A-610(電子組立品の許容基準)などの国際基準に照らし合わせれば、隣接する導体間の隙間(クリアランス)を侵害する異物は明確な欠陥(Defect)として定義されます。
4Mの異常を引き起こす要因は、多くの場合「変化点」に潜んでいます。したがって、3H(初めて・変更・久しぶり)の観点から、最近の製造ラインや材料ロットに変化がなかったかを俯瞰して確認する必要があります。局所的な修正だけで満足せず、このアプローチを徹底することこそが、組織全体の品質保証レベルを一段階引き上げるために不可欠です。
今回のショート不良事例を通じて、以下の3点を再確認しました。
電気検査でNGという事実は動かせませんが、なぜそれが起きたかの原因は、4M分析を用いて仮説立て検証する必要があります。
異物の除去は「修正(手直し)」に過ぎません。その先にある「なぜ発生したか」という根本原因への対策こそが、本来の「改善」です。
IPC-A-610の欠陥定義に基づき、局所的な処置で安心せず、3Hの観点から製造プロセス全体に目を向ける習慣付けが大切です。
個別のNGを、「処理すれば済む不良」と捉えるか、あるいは「プロセス改善の端緒」と捉えるか。この認識の差異が、組織の品質保証レベルを左右します。
日々の現場で小さなNGを変化点の予兆として捉え、論理的な検証を積み重ねること。局所的な手直しで満足せず、発生原因を深掘りし続けること。この積み重ねこそが、安定した品質を維持し、お客様からの信頼を支えます。

最後までお読みいただきありがとうございます。
私たちが教育研修や環境改善の発信を続けるのは、それらがすべて「お客様へお届けする製品の安定性」に直結すると考えているからです。一見、製造とは直接関係のないように見える日々の対話や5S活動のひとつひとつが不良を防ぎ、納期を守り、そして付加価値の高い提案を生む土壌となります。
「モノづくりから、ものがたりへ」。お客様の大切な設計思想を形にするパートナーとして、私たちはこれからも現場の「人」と「技術」を磨き続けてまいります。実装に関するお悩みや、具体的な改善事例をお探しの方は、ぜひお気軽に「技術ハンドブック」のダウンロード、またはお問い合わせフォームよりご相談ください。

・試作から量産への移行でトラブルが多い
・委託先(基板実装会社)との意思疎通に時間がかかる
その結果、製造コストが膨らむ
アドガワエレクトロニクスがまとめた「技術ハンドブック」には、基板設計・実装におけるコストダウン事例や品質向上のノウハウを多数掲載。量産を前提とした試作の進め方や、VE提案による改善事例もご紹介しています。
・量産時の失敗コストを削減
・製品価値を高める改善提案のヒントを獲得
・基板実装 委託先選定の判断材料 といった実践的な事例を掲載しています。
技術ハンドブックを、製品開発の加速とコスト競争力強化に、ぜひお役立てください。ダウンロードは、⇒ 特設サイトから
関西・近畿を拠点に、プリント基板・電子部品調達〜基板実装(表面実装〔SMT〕、挿入実装〔THT〕)、コーティング、エージング試験、電気機械器具組立までを一貫提案するアドガワエレクトロニクスです。
このブログでは、「モノづくりから、ものがたりへ」をコンセプトに、製造工程における「技術」と「人」にフォーカスします。品質教育やベテランから若手への技術承継、そして私たちの日常と社内文化をお届けします。
⇒ 会社概要 :
https://www.adogawa.co.jp/company/
⇒ 表面実装サービス紹介 :
https://www.adogawa.co.jp/mounting/serface/
⇒ 最新記事一覧 :
https://www.adogawa.co.jp/blog
⇒ お問い合わせ :
https://www.adogawa.co.jp/inquiry/
当社の雰囲気、社内文化をより身近に感じていただけるよう、ソーシャルメディアでも日々の様子を発信しています。よろしければ、私たちの日常を少しだけ覗いてみてください。


日々の取り組みを取材し、発信していて強く感じるのは、「顧客満足(CS)」を語る前に、「従業員満足(ES)」が不可欠であるということです。

従業員が自分の仕事に誇りとやりがいを持って働いてはじめて、高品質な製品・サービスが生まれ、結果として顧客満足につながると確信しています。

担当者から御社に最適なご提案をさせていただきます。