「良かれと思って」が招く落とし穴。従業員個々の善意を確実な「顧客満足」へつなげる方法
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

こんにちは。アドガワエレクトロニクスの公式ブログへようこそ。
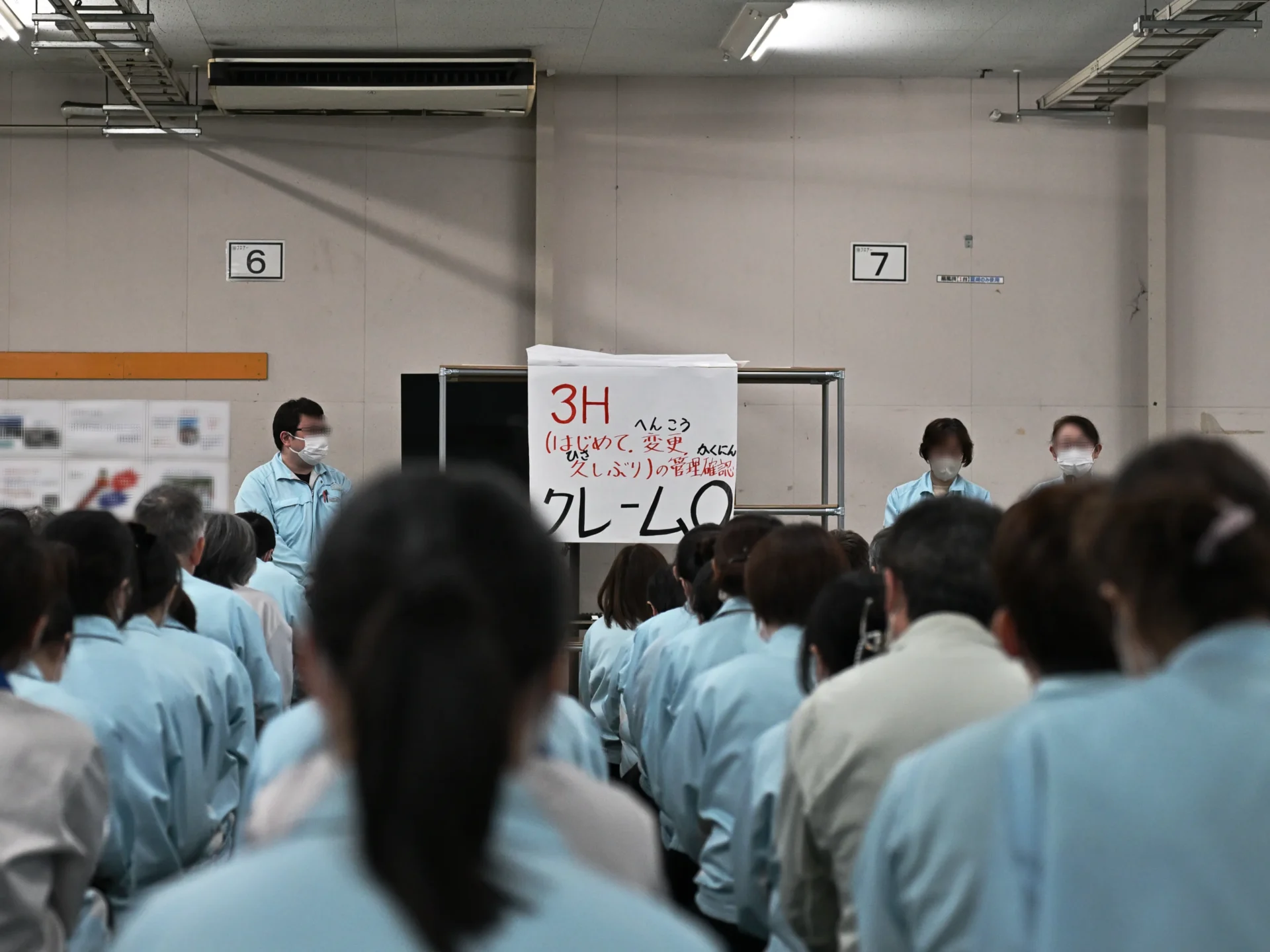
当社では、毎週異なる質問を朝礼のお題として取り上げています。これは、一緒に働く同僚の思考や価値観を知る機会となっています。今週の問いは、「相手の立場に立って行動した経験にはどのようなものがあるか」です。

この問いかけからは、相手を思いやった行動が仕事の成果や喜びにつながったという「成功体験」を引き出し、共有する狙いが見えます。しかし、相手を思ってとった行動が、皮肉にも裏目に出てしまうこともあります。それが「良かれと思って」の落とし穴です。

本記事では、「良かれと思って」が招く製造現場のリスクとともに、従業員個々の善意を、確実な改善(カイゼン)や顧客満足の向上へとつなげる方法を紹介します。
目次
「良かれと思って」とは、親切心や相手(同僚やお客様)の利益を考えて起こした行動が、事前の確認、相談不足によって空回りし、結果的に相手へのストレスや不利益を招いてしまう状態を指します。
特に、厳格な品質管理が求められる製造現場においては、この「良かれと思って」が重大な不具合(不良)に直結するケースがあります。
例えば、作業効率を上げようと、作業者が独自の判断で「使いやすいように治具へクッション材を貼り付けた」り、「作業手順を入れ替えたり」するケースです。一見すると現場の知恵に見えますが、定められた標準作業(ルール)を相談・共有なしに変更すると、以下の「3つのリスク」が生まれます。

わずかな変更が製品の寸法や精度に影響を与え、最終的にお客様へ届く製品の「品質」を脅かす原因になります。
ルール化されていたチェック機構(ポカヨケ等)が機能しなくなり、必要な検査を見落とす危険性が高まります。
前工程が独断でやり方を変える(部分最適)と、後工程にとっては予期せぬ「変化点」となり、確認の手間や作業リズムの乱れ(手戻り・手待ち)を引き起こします。結果として部分最適(良かれと思って)が、全体最適を崩壊させることになります。
なぜ、お客様や会社の利益を考えた善意の行動が、このような結果を招いてしまうのでしょうか。
根本的な原因は、行動を起こす前の「相談」と「情報共有」の不足にあります。「効率が良くなれば、リードタイム短縮やコスト圧縮につながり、きっと喜ばれるはずだ」という主観的な思い込みが先行し、組織としての検証プロセスを怠ってしまうためです。
こうした不具合を回避するためには、個人の善意をルール(変更管理の手順)に則って共有し、組織の仕組みとしてあらかじめ検証するプロセスが不可欠です。
ただし、「良かれと思って」という行動の根底にある「相手の立場に立ち、貢献したい」という気持ちそのものは、決して否定されるべきではありません。むしろ、この主観的な気づきや親切心は、組織にとってプラスの側面を持っています。
現状に満足せず「もっと良くしよう」と動くエネルギーは、生産性や安全性を高めるボトムアップの「改善(カイゼン)」の種そのものです。

互いを思いやる利他的な姿勢は、職場の心理的安全性を高め、チームの強固な信頼関係を築く土台となります。

大切なのは、従業員個々の善意を単なる「空回り」や「不適合」で終わらせないことです。行動に移す前に「相手が本当にそれを求めているか(ニーズ)」を確認し、些細な気づきでも事前に相談・共有できる風通しの良い社内環境を整えることで、善意は確実な「成果」へと変わります。
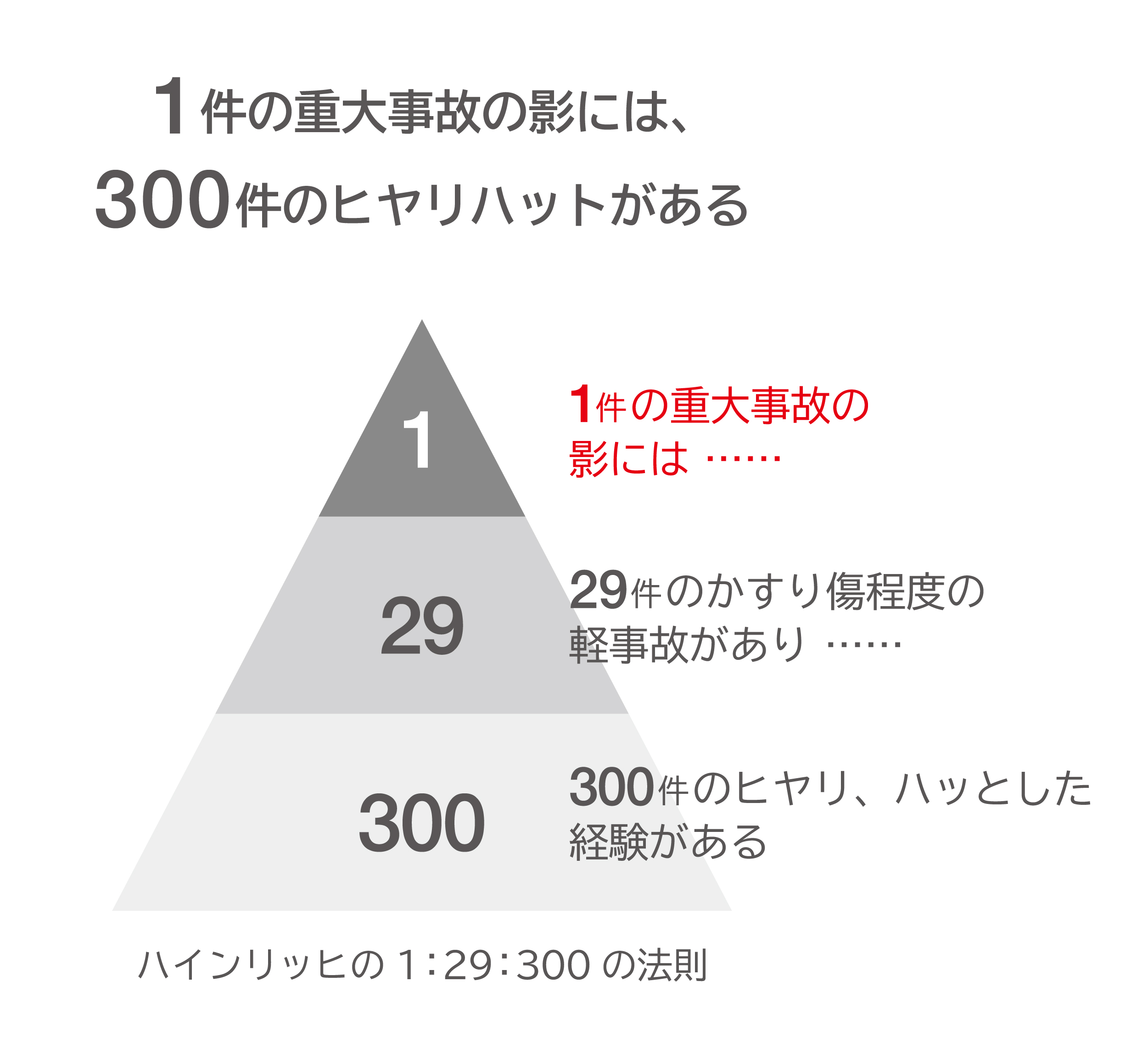
製造業において、クレームをゼロに近づけるための鍵は「変化点」の制御にあります。多くの品質不良は、日常と異なる「何か」が起きた瞬間に発生します。
一方で、変化点管理の本質は、現場から「変化をなくすこと」ではありません。市場の要求に応える以上、変化は進化の証でもあります。真に目指すべきは、「今、何が変化したかを組織が正確に把握し、コントロール下に置いている状態」を維持することです。
相手の立場に立って行動する熱意を、組織の仕組みと調和させ、確実な成果である「お客様の満足」へとつなげます。
そのためにも、社内、お客様との情報連携とお客様のニーズを知ることは欠かせません。今週の朝礼の問い、「相手の立場に立って行動した経験にはどのようなものがあるか」から、このような視点を再確認しました。
本記事の内容をさらに深く理解するために、ぜひ以下の記事もご覧ください。関連するトピックや補足情報、より包括的な知識を掲載しております。
・品質不良・クレームを未然に防ぐ「変化点管理」の実践:3Hと4Mを軸とした品質保証体系
品質不良の6割を占める「変化点」のリスクをいかに制御するか。ヒューマンエラーが多発する3H(初めて・変更・久しぶり)と4Mを掛け合わせ、個人の注意に頼らず「仕組み」でミスを防ぐ変化点管理の実践手法を解説します。業務を標準化して属人化を解消し、再現性の高い品質保証体系を構築するための具体的な実行手順を、現場リーダー向けに整理しました。
・試作から量産への移行でトラブルが多い
・委託先(基板実装会社)との意思疎通に時間がかかる
その結果、製造コストが膨らむ
アドガワエレクトロニクスがまとめた「技術ハンドブック」には、基板設計・実装におけるコストダウン事例や品質向上のノウハウを多数掲載。量産を前提とした試作の進め方や、VE提案による改善事例もご紹介しています。
・量産時の失敗コストを削減
・製品価値を高める改善提案のヒントを獲得
・基板実装 委託先選定の判断材料 といった実践的な事例を掲載しています。
技術ハンドブックを、製品開発の加速とコスト競争力強化に、ぜひお役立てください。ダウンロードは、⇒ 特設サイトから
関西・近畿を拠点に、プリント基板・電子部品調達〜基板実装(表面実装〔SMT〕、挿入実装〔THT〕)、コーティング、エージング試験、電気機械器具組立までを一貫提案するアドガワエレクトロニクスです。
このブログでは、「モノづくりから、ものがたりへ」をコンセプトに、製造工程における「技術」と「人」にフォーカスします。品質教育やベテランから若手への技術承継、そして私たちの日常と社内文化をお届けします。
⇒ 会社概要 :
https://www.adogawa.co.jp/company/
⇒ 表面実装サービス紹介 :
https://www.adogawa.co.jp/mounting/serface/
⇒ 最新記事一覧 :
https://www.adogawa.co.jp/blog
⇒ お問い合わせ :
https://www.adogawa.co.jp/inquiry/
当社の雰囲気、社内文化をより身近に感じていただけるよう、ソーシャルメディアでも日々の様子を発信しています。よろしければ、私たちの日常を少しだけ覗いてみてください。


日々の取り組みを取材し、発信していて強く感じるのは、「顧客満足(CS)」を語る前に、「従業員満足(ES)」が不可欠であるということです。

従業員が自分の仕事に誇りとやりがいを持って働いてはじめて、高品質な製品・サービスが生まれ、結果として顧客満足につながります。

電子部品の調達から、基板実装(表面・挿入)、コーティング、電気機械器具の組立まで。当社の強みである一貫体制の概要をまとめています。安定品質と効率化を支えるパートナー選定のためにご活用ください。