機能美の論理:リード端子の「キンク形状」が実装品質と工程効率を支える理由
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

こんにちは。アドガワエレクトロニクスの公式ブログへようこそ。
製造現場における部品や設備の形状は、単なる意匠ではありません。そこには明確な物理的機能と、機能を実現するための論理的な因果関係、すなわち「機能美」が存在します。

本記事では、自然界の最適解である生物模倣(バイオミメティクス)から、基板実装におけるコネクタリードの微細形状に至るまで、その設計意図と品質への影響を考察します。
目次
無駄を削ぎ落とし、特定の目的を果たすために最適化された造形には、必然的に「機能美」が宿ります。この原理を最も理想的な形で体現しているのが、過酷な生存競争を経て進化を遂げた自然界の構造です。
こうした自然界の優れた「機能と美の調和」を観察し、工学的な課題解決に応用する手法が「バイオミメティクス(生物模倣技術)」です。つまり、バイオミメティクスは単なる模倣ではなく、自然が数億年かけて最適化した「機能美」を技術へと転換するプロセスであると言えます。
カワセミと新幹線:
自然界における機能美の最たる例が、カワセミのクチバシです。カワセミは、空気から水という密度の異なる流体へ、抵抗を最小限に抑えて飛び込むことができます。この「流体抵抗の最適化」という生物学的特性を、高速鉄道の設計へと転移させたのが新幹線500系です。

この形状を新幹線500系の先頭に応用した結果、トンネル突入時の騒音問題(トンネルドン)を解消し、走行抵抗の30%削減と15%の省電力化を同時に成し遂げました。
フクロウと静音化:
獲物に気づかせず飛ぶフクロウの羽根には、縁にギザギザの突起(セレーション)があります。これが空気の渦を細分化し音を消す仕組みを応用し、高速走行するパンタグラフ(電車の架線から電気を取り込む集電装置)の騒音を劇的に低減させました。
タコの吸盤と微細制御:
吸盤内部の微細な突起とガス圧制御を模倣することで、接着剤を使わずに水中でも「掴んで離す」ができる次世代グリッパーが開発されています。
他にも、植物の種子(ひっつきむし)の微細なフック構造に着想を得たマジックテープなど、機能を追求した形状は結果として優れた機能美を備えます。
工学の本質は「単なる模倣」に留まりません。現在の主力新幹線(700系以降)では、カワセミ形状はそのまま採用されていません。これは「特定機能の最大化」だけでなく、「客席スペースの確保」や「製造・保守コストの低減」といった、実用面での最適なバランス(妥協点)を追求した結果です。
現場でのミスを防ぎ、歩留まりを向上させる設計の工夫もまた、優れた機能美といえます。
カラフルな外皮を持つフラットケーブルは、装飾ではありません。特定の色を信号線やピン番号と物理的に紐付けることで、作業者が直感的に結線ミスを判別できる「ポカヨケ」の機能を果たしています。
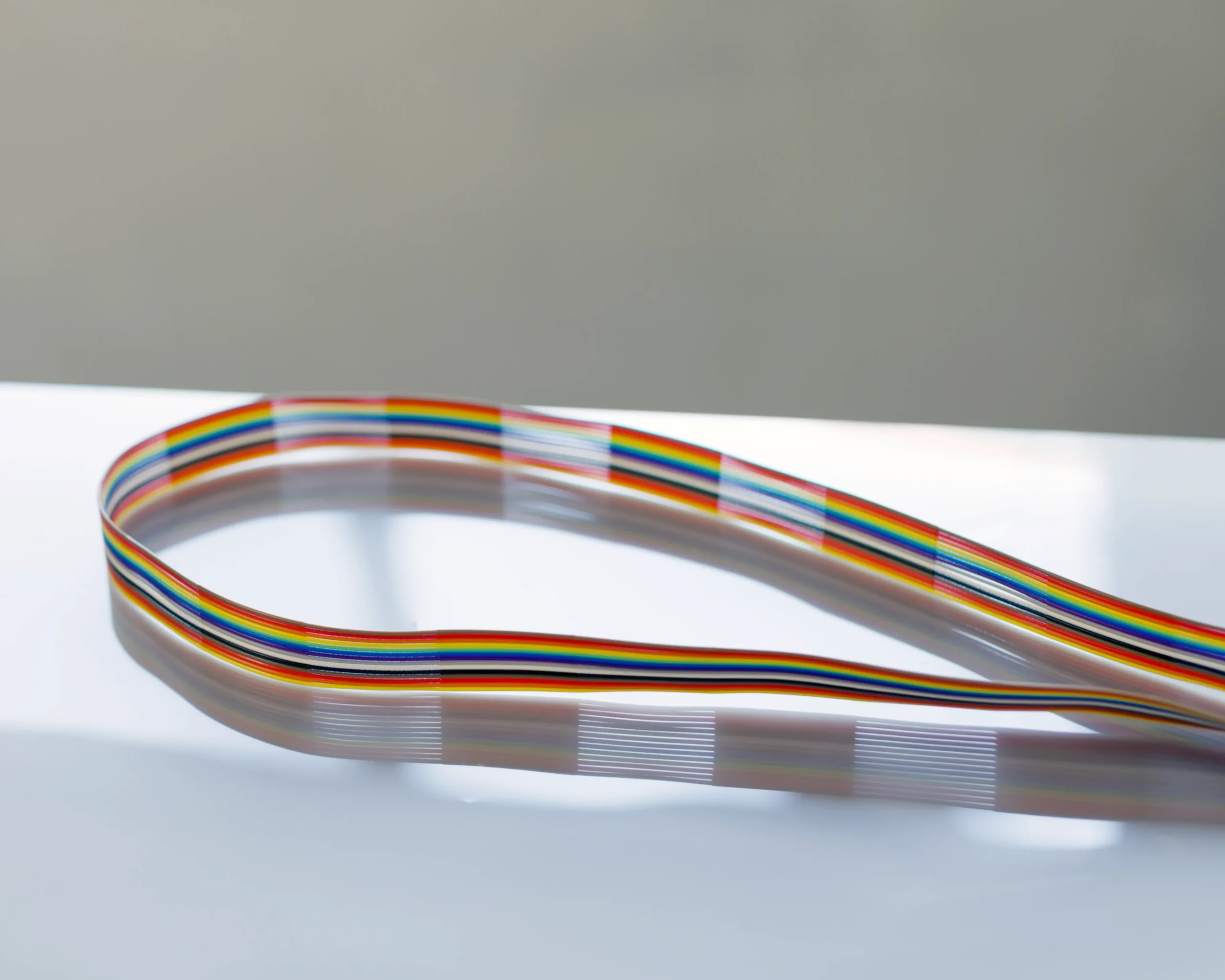
目的:
結線時の「視認性向上」と「誤配線防止」です。
効果:
特定の色をピン番号や信号線の識別記号として物理的に割り当てることで、作業者が直感的に判別でき、ヒューマンエラーを未然に防ぐ設計となっています。
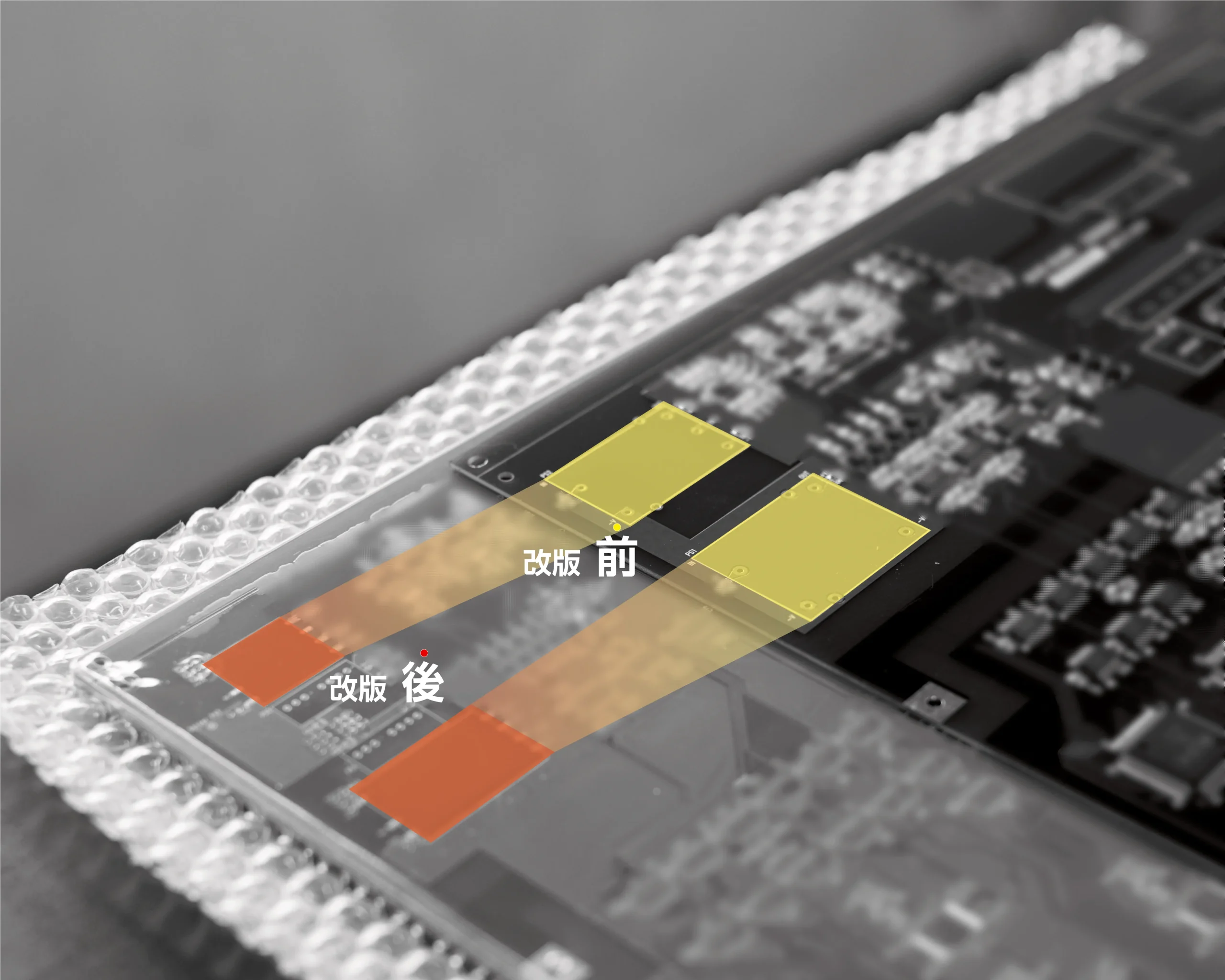
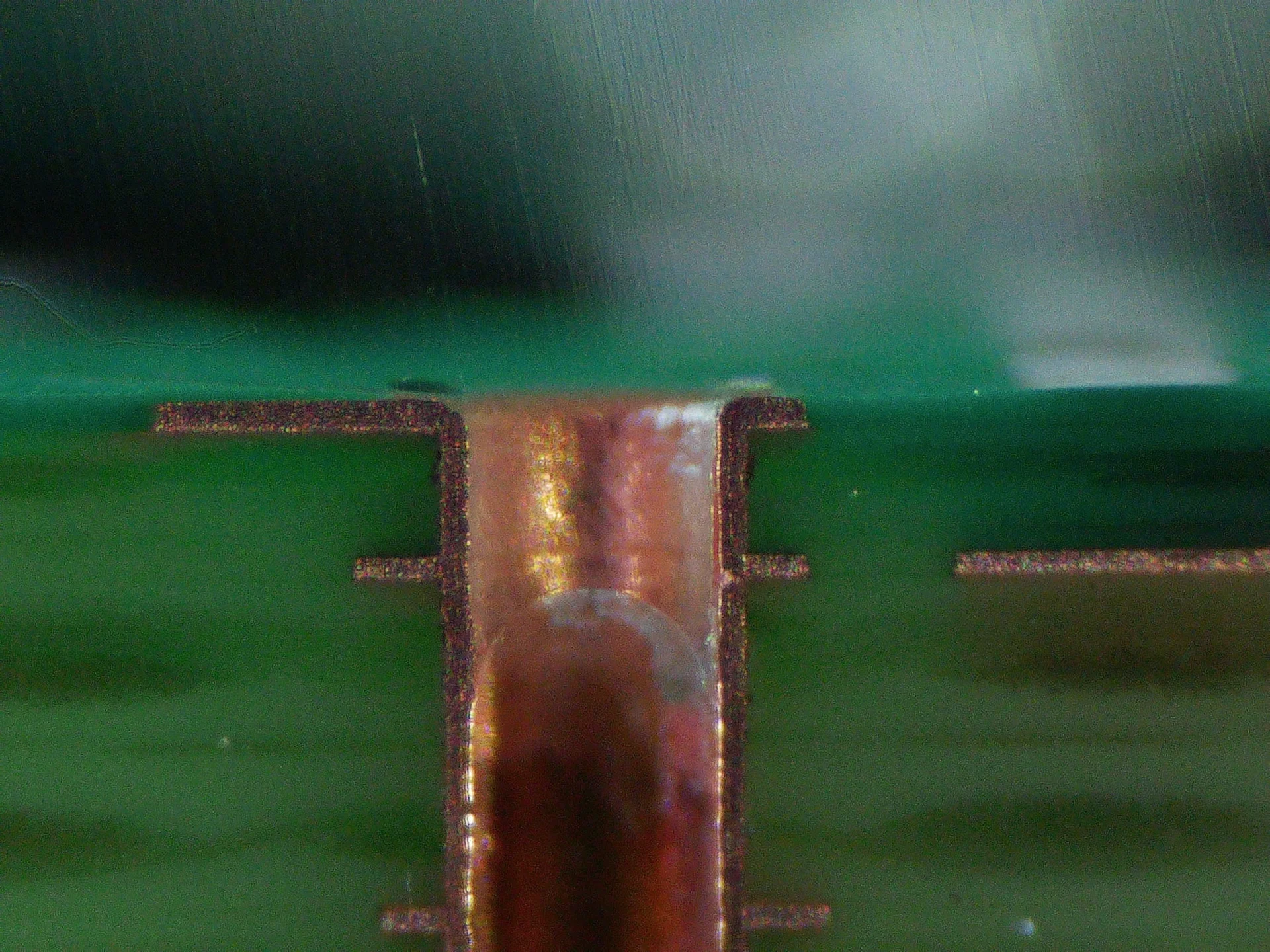
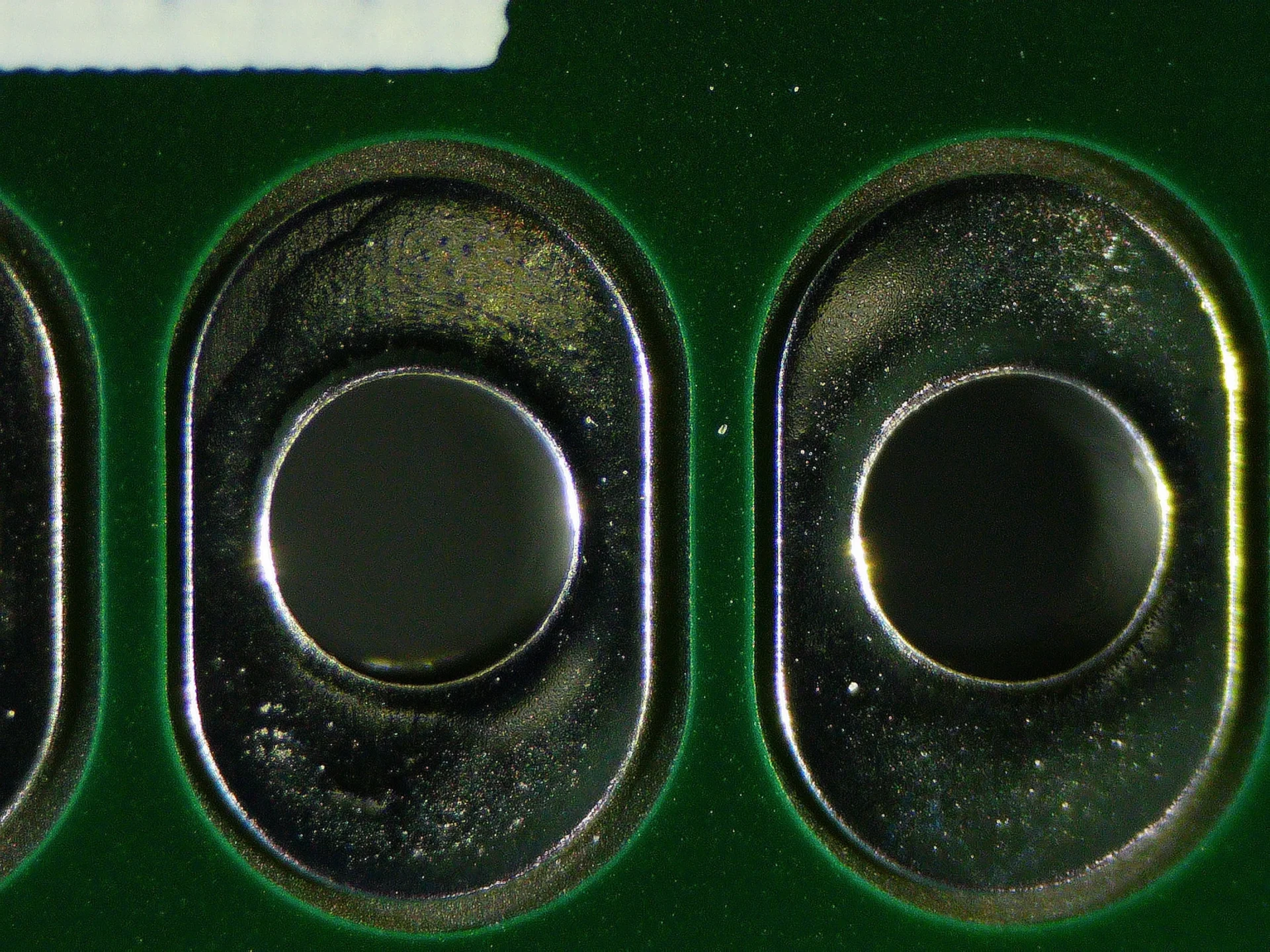
ミクロレベル(プリント基板の断面)においても、確かな意図が存在します。その代表例が、スルーホールに挿入するコネクタのリード端子に見られる「キンク形状」です。
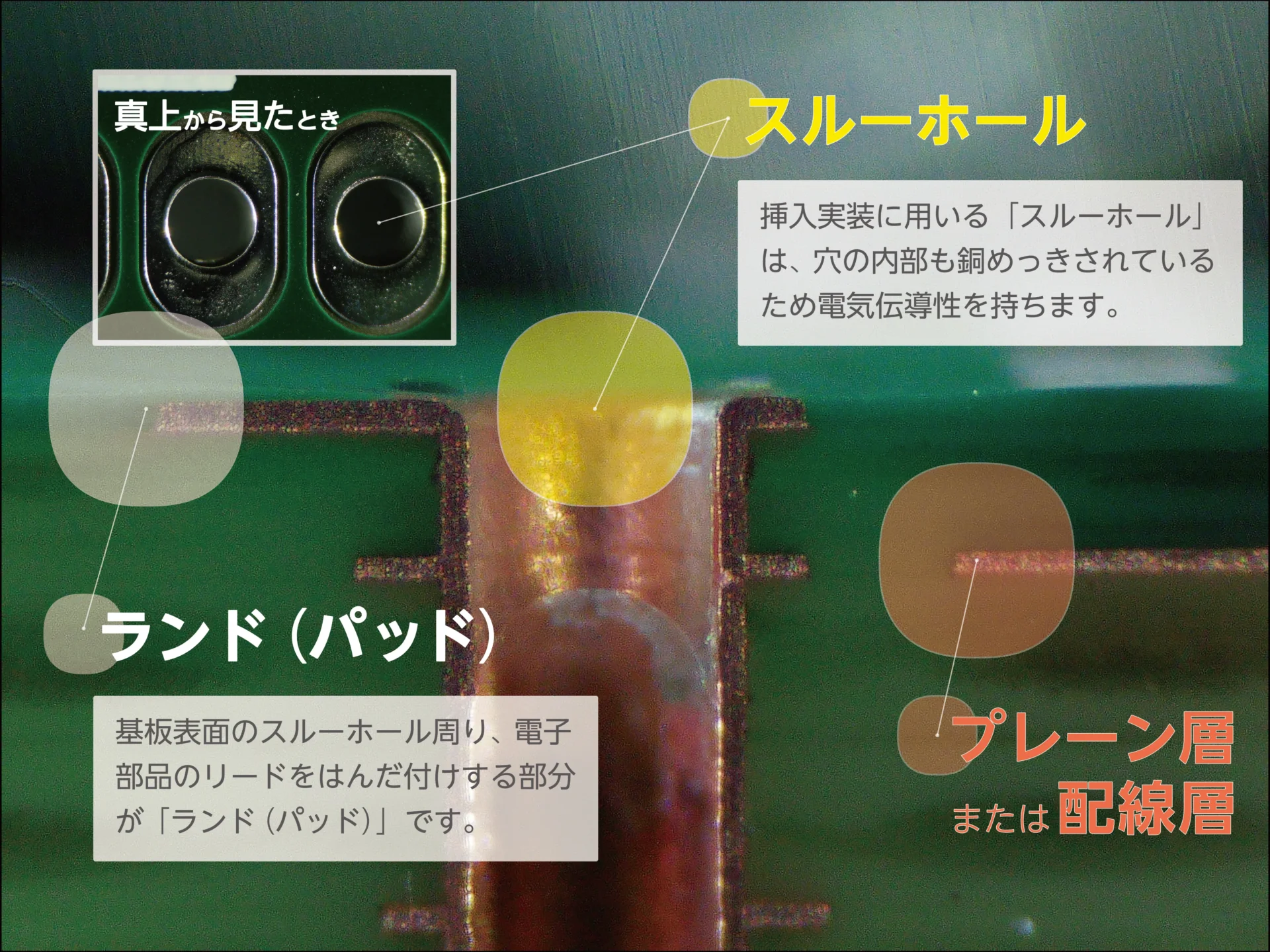
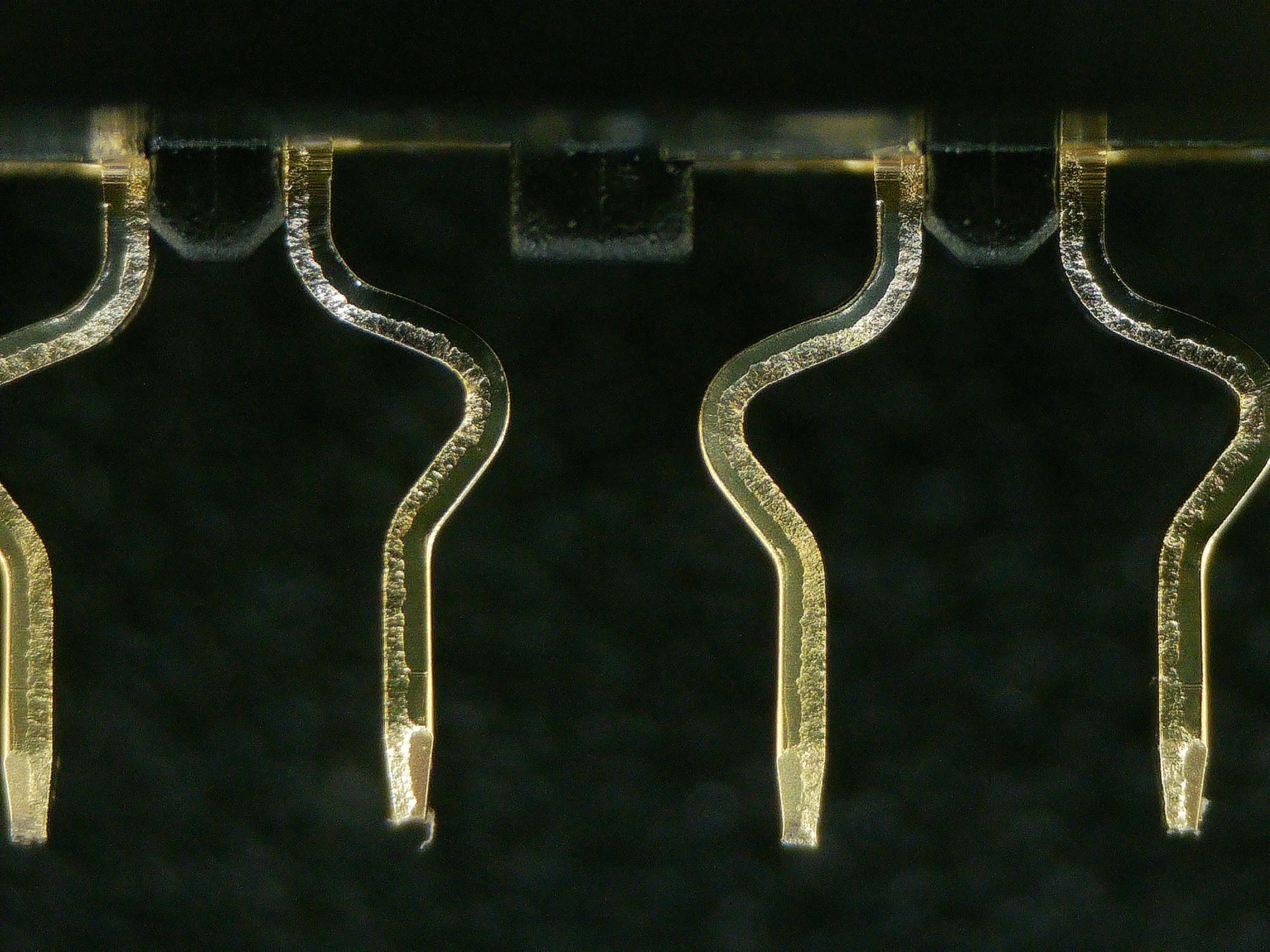
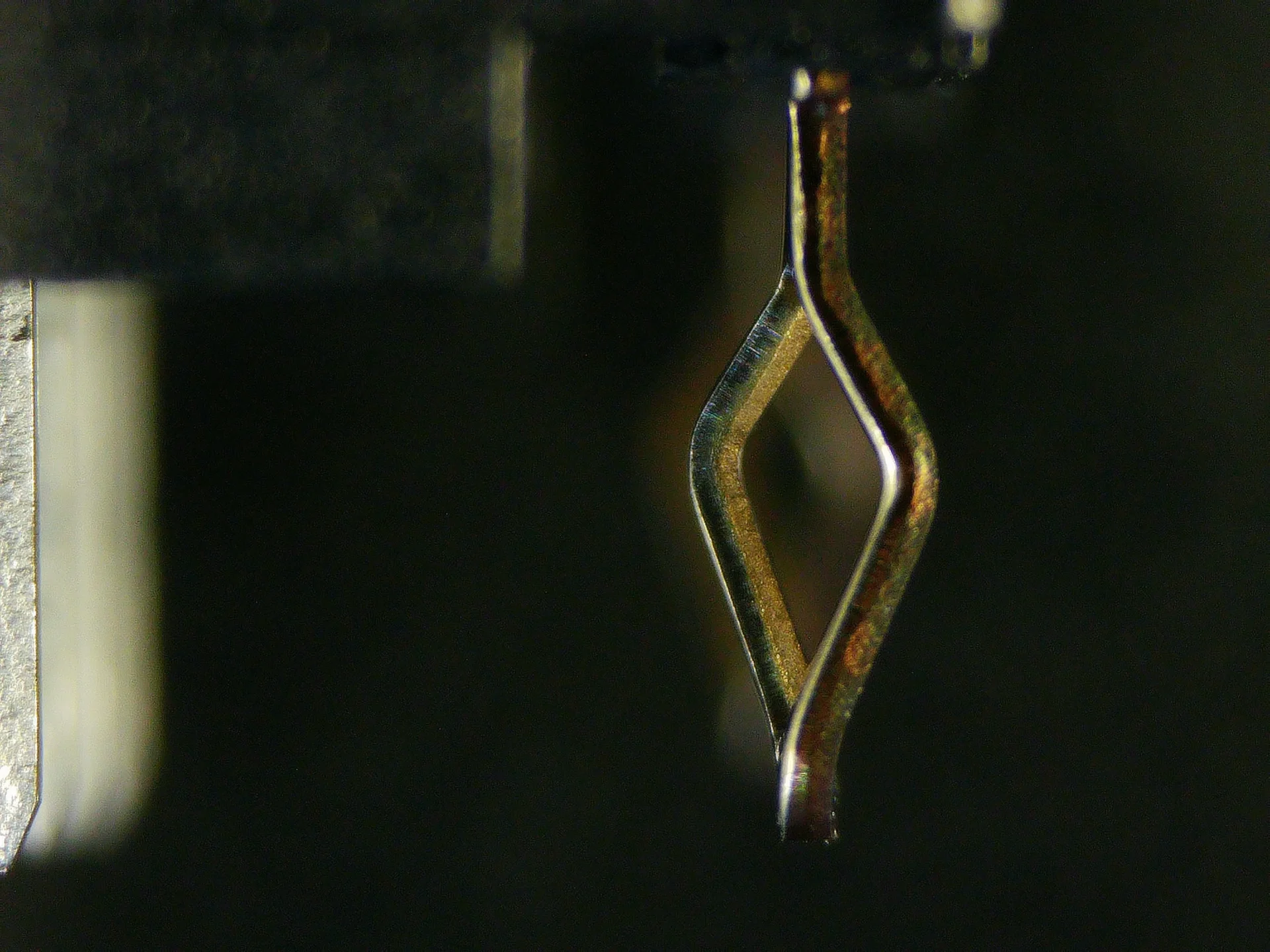
写真にある「うねった形状」や「ひし形の形状」をした端子は、デザイン性を優先したものではありません。これは「キンク(仮保持機構)」と呼ばれる、実装工程における部品の脱落防止機構です。
部品が固定されるまでの因果関係は以下の通りです。
▽ 設計:
リードの膨らみ部分(キンク幅)が、基板のスルーホール内径よりもわずかに大きく設計されている。
▽ 作用:
挿入時、リードが弾性変形しながら内壁に対して「突っ張る力(摩擦力)」を発生させる。
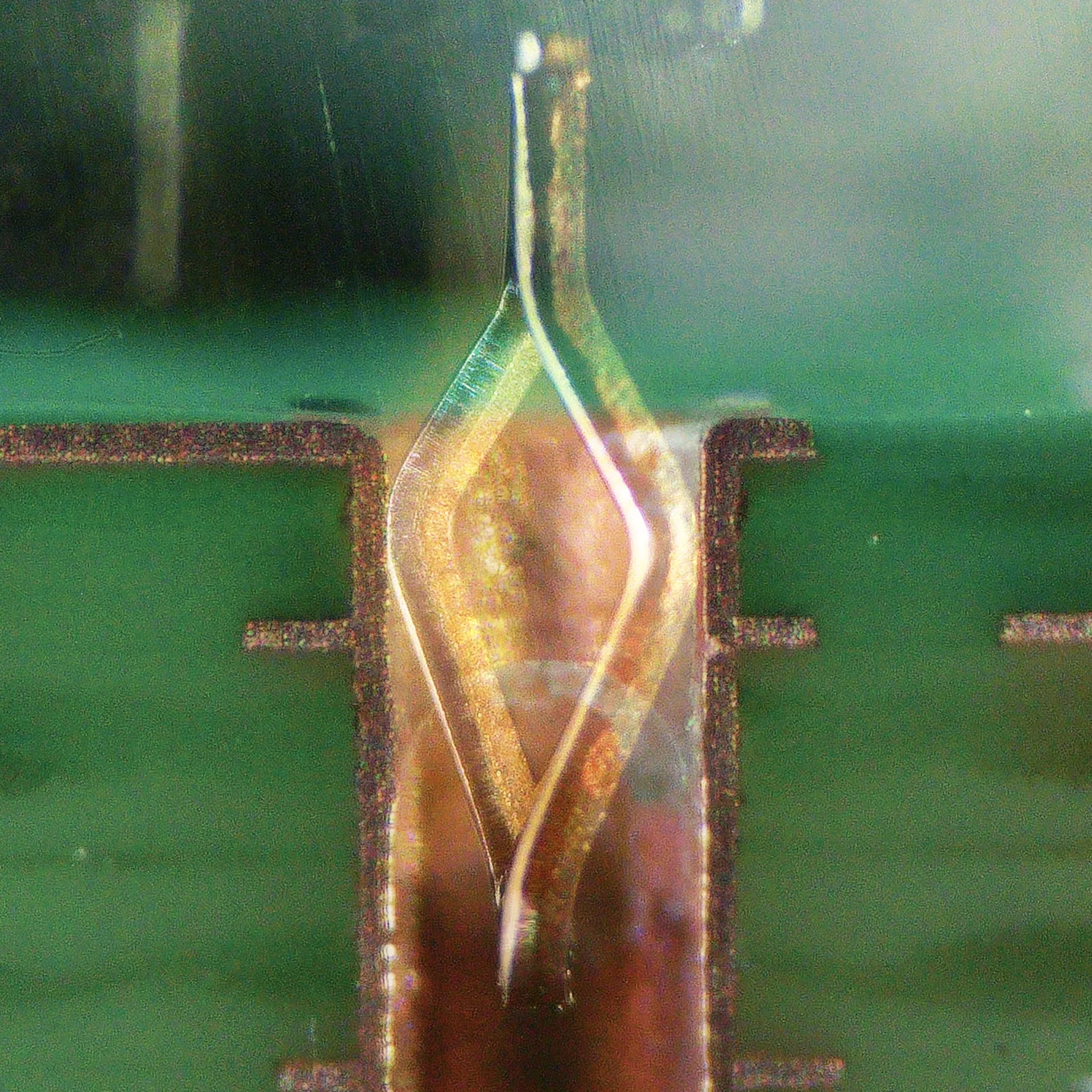
▽ 結果:
はんだ付け前の基板搬送時や、フロー槽への進入時の振動によって、部品が浮いたり抜け落ちたりするのを物理的に防ぐ。
キンク形状を採用することで、製造現場の工数は以下のように変化します。
▽ Before(キンクなし):
部品が自重や振動で不安定になるため、耐熱テープでの仮止め作業や専用の保持治具が必要になり、工数とコストが増大する。
▼ After(キンクあり):
基板に挿入するだけで位置が自己保持されるため、そのまま次工程へ流動でき、実装スピードの向上とコストダウンに直結する。

| 項目 | ▽ Before(キンクなし) | ▼ After(キンクあり) |
|---|---|---|
| 工程数 | 耐熱テープや治具による仮固定が必要 | 挿入するだけで位置が固定される |
| コスト | 追加資材と作業工数が発生 | 資材不要、そのまま次工程へ流動可能 |
| 品質 | 部品の浮きによる実装不良リスクあり | 自己保持により安定したはんだ付けが可能 |
導入に際しては、以下のリスクを事前に排除する設計が必要です。
スルーホール破壊:
突っ張る力(摩擦)が強すぎると、スルーホール内の銅箔めっきを削り取り、断線不良の直接的な原因となります。
挿入不良の誘発:
キンク幅が適正値を超えていると、自動挿入機でのエラー停止や、手作業時に基板へ過度な負荷がかかります。
【解決策】
設計段階で、基板側の「仕上げ穴径の公差」と、コネクタメーカーのデータシートにある「推奨下穴径(キンク幅)」を厳密に突き合わせ、保持力と挿入負荷の最適解を検証することが必須です。
カワセミの流線型から電子部品の微細端子に至るまで、すべての形状には「そうあるべき物理的理由」が存在します。
表面的な美しさで判断するのではなく、その裏側にある因果関係を理解し、設計・製造プロセスに落とし込むことが品質安定の絶対条件です。機能美の背景にある意図を読み解くことが、再現性の高いモノづくりへと繋がります。
最後までお読みいただきありがとうございます。
私たちが教育研修や環境改善の発信を続けるのは、それらがすべて「お客様へお届けする製品の安定性」に直結すると考えているからです。一見、製造とは直接関係のないように見える日々の対話や5S活動のひとつひとつが不具合を防ぎ、納期を守り、そして付加価値の高い提案を生む土壌となります。
「モノづくりから、ものがたりへ」。お客様の大切な設計思想を形にするパートナーとして、私たちはこれからも現場の「人」と「技術」を磨き続けてまいります。実装に関するお悩みや、具体的な改善事例をお探しの方は、ぜひお気軽に「技術ハンドブック」のダウンロード、またはお問い合わせフォームよりご相談ください。

・試作から量産への移行でトラブルが多い
・委託先(基板実装会社)との意思疎通に時間がかかる
その結果、製造コストが膨らむ
アドガワエレクトロニクスがまとめた「技術ハンドブック」には、基板設計・実装におけるコストダウン事例や品質向上のノウハウを多数掲載。量産を前提とした試作の進め方や、VE提案による改善事例もご紹介しています。
・量産時の失敗コストを削減
・製品価値を高める改善提案のヒントを獲得
・基板実装 委託先選定の判断材料 といった実践的な事例を掲載しています。
技術ハンドブックを、製品開発の加速とコスト競争力強化に、ぜひお役立てください。ダウンロードは、⇒ 特設サイトから
関西・近畿を拠点に、プリント基板・電子部品調達〜基板実装(表面実装〔SMT〕、挿入実装〔THT〕)、コーティング、エージング試験、電気機械器具組立までを一貫提案するアドガワエレクトロニクスです。
このブログでは、「モノづくりから、ものがたりへ」をコンセプトに、製造工程における「技術」と「人」にフォーカスします。品質教育やベテランから若手への技術承継、そして私たちの日常と社内文化をお届けします。
⇒ 会社概要 :
https://www.adogawa.co.jp/company/
⇒ 表面実装サービス紹介 :
https://www.adogawa.co.jp/mounting/serface/
⇒ 最新記事一覧 :
https://www.adogawa.co.jp/blog
⇒ お問い合わせ :
https://www.adogawa.co.jp/inquiry/
当社の雰囲気、社内文化をより身近に感じていただけるよう、ソーシャルメディアでも日々の様子を発信しています。よろしければ、私たちの日常を少しだけ覗いてみてください。

日々の取り組みを取材し、発信していて強く感じるのは、「顧客満足(CS)」を語る前に、「従業員満足(ES)」が不可欠であるということです。

従業員が自分の仕事に誇りとやりがいを持って働いてはじめて、高品質な製品・サービスが生まれ、結果として顧客満足につながると確信しています。

担当者から御社に最適なご提案をさせていただきます。